OPERATION
5
4-14 HPR130 Manual Gas Instruction Manual
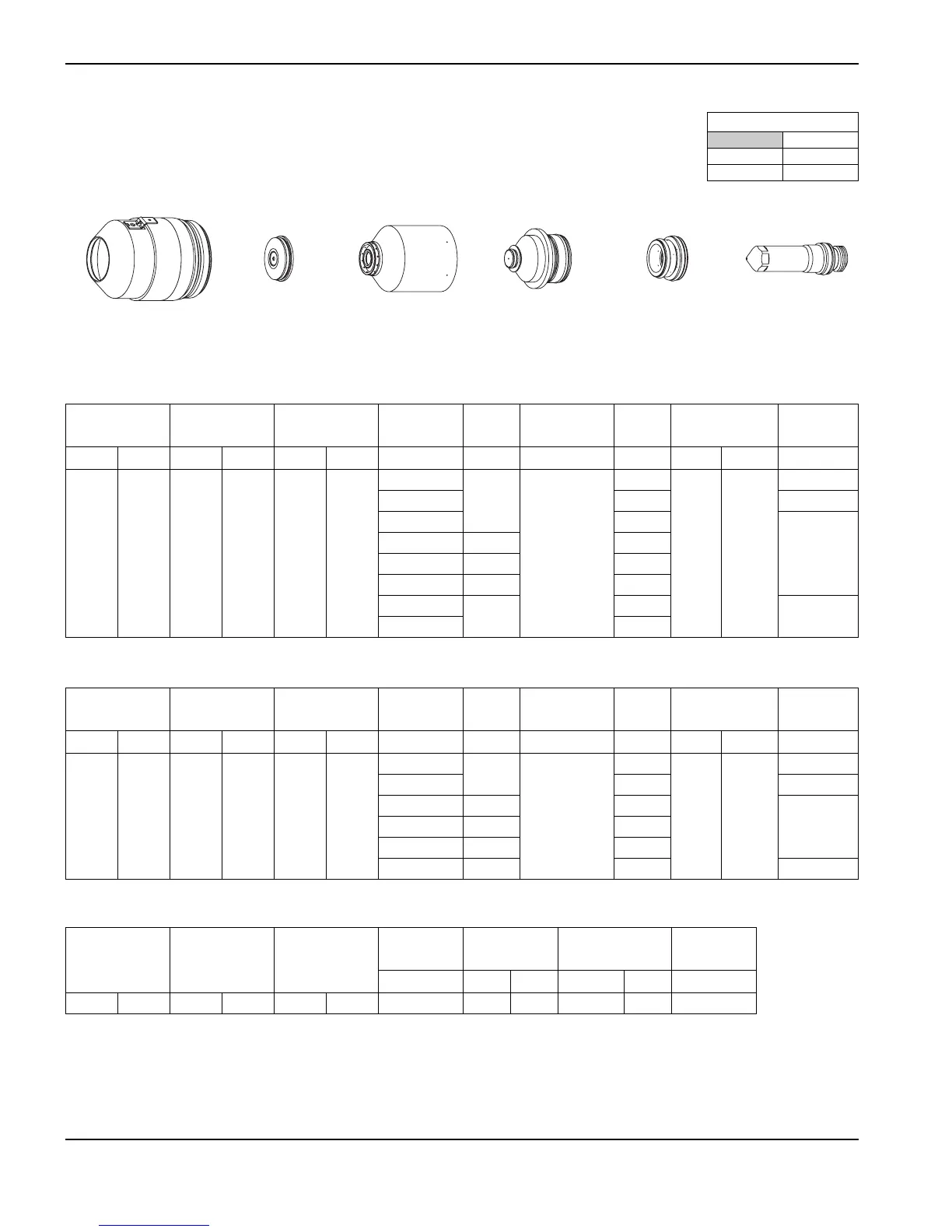
Stainless steel
N
2
Plasma / N
2
Shield
45 A Cutting
220202220173 220308220304 220180220201
Note: This process produces a darker cut edge than the 45 A, F5/N
2
stainless steel process
Flow rates – lpm/scfh
N
2
Preflow 24 / 51
Cutflow 75 / 159
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield
mm
Volts mm mm/m mm factor % seconds
N
2
N
2
3555560
0.8
94
2.5
6380
3.8 150
0.0
1
5880 0.1
1.2
5380
0.2
1.5
95 4630
2
97 3935
2.5
101 3270
3
103
2550
0.3
4
1580
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield
in
Volts in ipm in factor % seconds
N
2
N
2
3555560
.036
94
0.100
240
0.150 150
0.0
.048
210 0.1
.060
95 180
0.2
.075
97 160
.105
101 120
.135
103 75 0.3
Select
Gases
Set
Preflow
Set
Cutflow
Amperage
Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps
mm in mm/min ipm Volts
N
2
N
2
10 10 10 10
15
2.5 0.100 6350 250 85
Marking
 Loading...
Loading...









