OM-245 849 Page 15
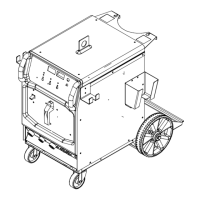
5-2. Process Control
1 Process Control
Use the Process control to select
the Stick process (up), or the TIG
Lift Arc process (down).
Stick (SMAW) - This is a DCEP (di-
rect current electrode positive) pro-
cess. Make connections according
to Section 4-6.
TIG Lift-Arct - This is a DCEN (di-
rect current electrode negative)
process in which the electrode
must come in contact with the work
piece to initiate an arc (see Section
5-3). Make connections according
to Section 4-5.
1
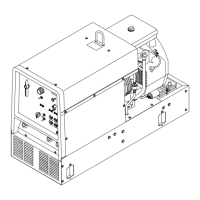
5-3. Lift-Arc Start Procedure
Lift-Arc Start
With Lift-Arct selected, start arc
as follows:
1 TIG Electrode
2 Workpiece
Turn gas on. Touch tungsten elec-
trode to workpiece at weld start
point. Hold electrode to work-
piece for 1-2 seconds, and slowly
lift electrode. Arc is formed when
electrode is lifted.
Normal open-circuit voltage is not
present before tungsten electrode
touches workpiece; only a low
sensing voltage is present between
electrode and workpiece. The
solid-state output contactor does
not energize until after electrode is
touching workpiece. This allows
electrode to touch workpiece with-
out overheating, sticking, or getting
contaminated.
Application:
Lift-Arc is used for the DCEN
GTAW process when HF Start
method is not permitted, or to re-
place the scratch method.
1
1 − 2
Seconds
“Touch”
Do NOT Strike Like A Match!
2
Lift-Arc Start Method