CNC Operation
en-938821/2 5 - 21
5
Cancellation of the correction
Cancel the correction. ☞
Transmission is restarted.
Correction of the correction
Correct the offset via the keyboard. ☞
Transmission is restarted.
Exit from the procedure
Stop the loading procedure. ☞
The "INCYC" and "FILE LOADING" indicators disappear.
Transmission is stopped.
The offsets already transmitted are saved.
5.2.2.4 Tool Wear Offset Entry
The tool dimensions can be modified by applying wear offsets (See 1.2.6).
The wear offsets are stored cumulatively in the wear offset table and can be reset.
Individual entries are limited to ± 0.999 mm (+ 0.3 mm when the internal unit is 0.01 µm),
but their cumulative total can
exceed this value.
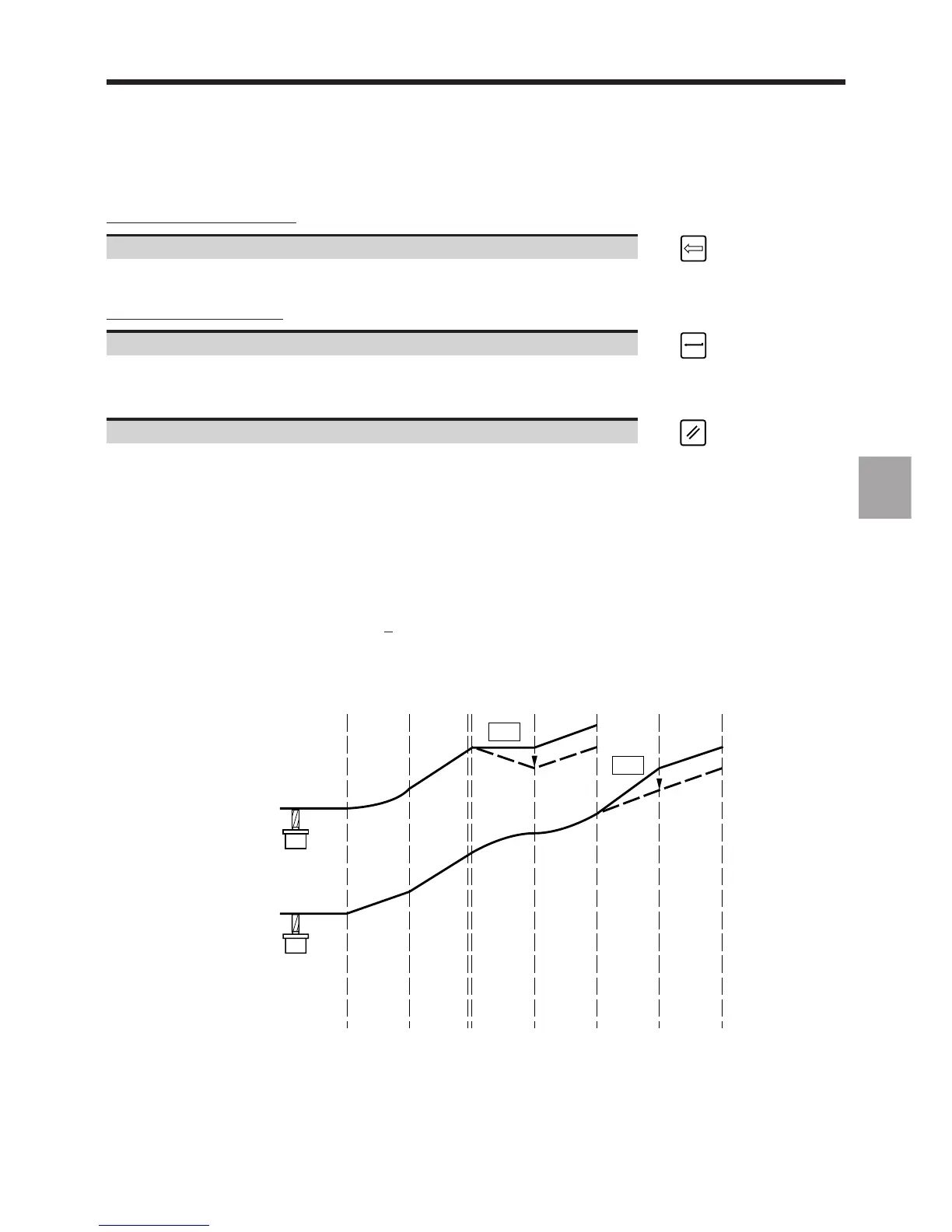
An offset entered during execution of a block N becomes active from the first linear interpolation block (G01) following
block N+2:
Entry of the
correction
BLOCK N
N + 1 N + 2 N + 3 N + 4 N + 5 N + 6
Case 1
Case 2
G01
G03
G01
G01
G02
D L
G03
D L
G01
G01
REMARK Wear offsets between -0.1 and +0.1 mm on the machining axis (L..) are taken into
account immediately when they are entered.