Measuring Piston Rings:
1.
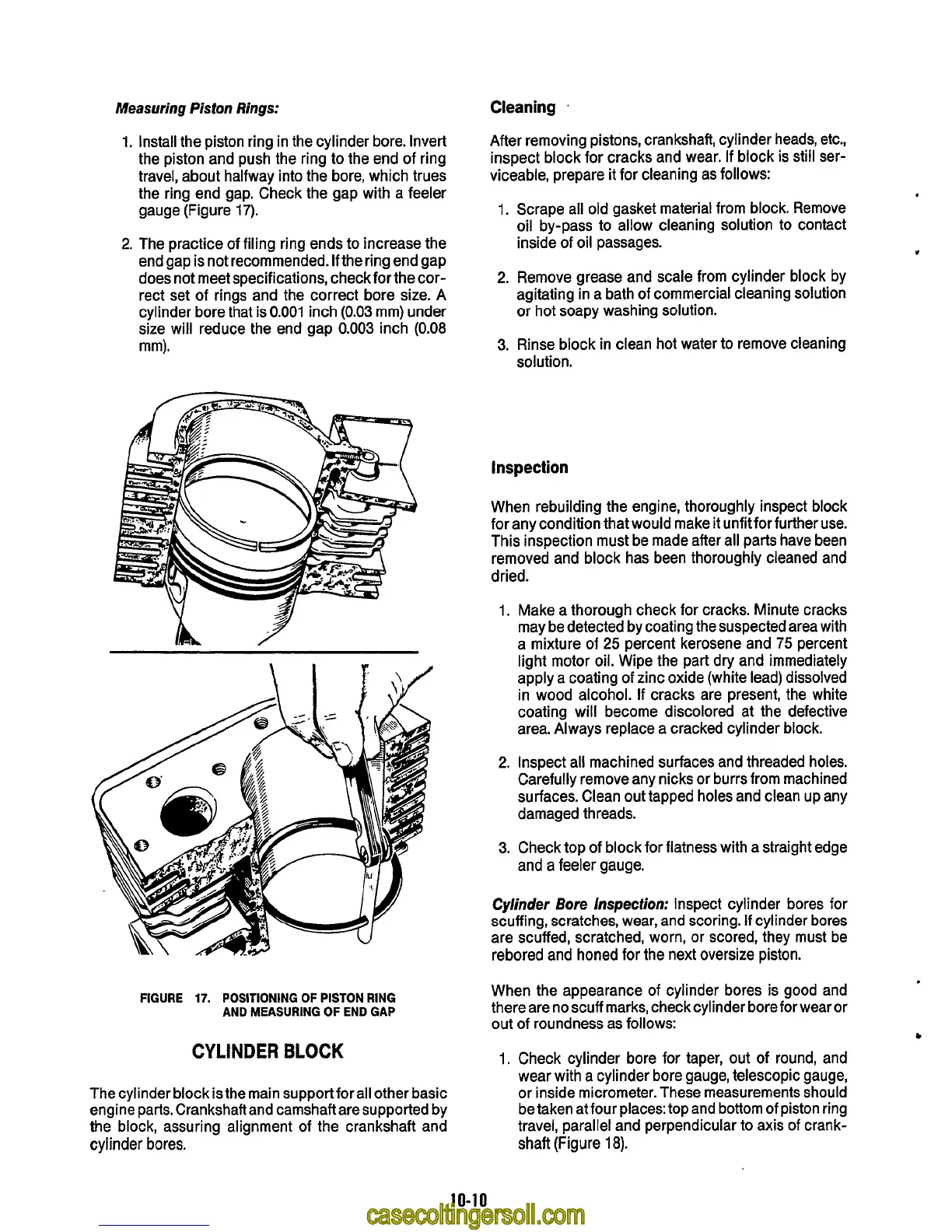
Install the piston ring in the cylinder bore. Invert
the piston and push the ring to the end of ring
travel, about halfway into the bore, which trues
the ring end gap. Check the gap with a feeler
gauge (Figure
17).
2.
The practice of filing ring ends to increase the
end gap is not recommended. If the ring end gap
does not meet specifications, check for the cor-
rect set of rings and the correct bore size. A
cylinder
bore
that is
0.001
inch
(0.03
mm) under
size will reduce the end gap
0.003
inch
(0.08
mm).
Cleaning
.
After removing pistons, crankshaft, cylinder heads, etc.,
inspect block for cracks and wear.
If
block is still ser-
viceable, prepare it for cleaning as follows:
\\\
\
A
FIGURE
17.
POSITIONING OF
PISTON
RING
AND
MEASURING
OF
END
GAP
CYLINDER BLOCK
The cylinder block is the main supportfor all other basic
engine parts. Crankshaft and camshaft are supported by
the block, assuring alignment of the crankshaft and
cylinder bores.
Scrape all old gasket material from block. Remove
oil by-pass to allow cleaning solution to contact
inside of oil passages.
Remove grease and scale from cylinder block by
agitating in a bath of commercial cleaning solution
or hot soapy washing solution.
Rinse block in clean hot water to remove cleaning
solution.
Inspection
When rebuilding the engine, thoroughly inspect block
for any condition that would make it unfit for further use.
This inspection must be made after all parts have been
removed and block has been thoroughly cleaned and
dried.
Make a thorough check for cracks. Minute cracks
may be detected by coating the suspected area with
a mixture of
25
percent kerosene and
75
percent
light motor oil. Wipe the part dry and immediately
apply a coating
of
zinc oxide (white lead) dissolved
in wood alcohol.
If
cracks are present, the white
coating will become discolored at the defective
area. Always replace a cracked cylinder block.
Inspect all machined surfaces and threaded holes.
Carefully remove any nicks or burrs from machined
surfaces. Clean out tapped holes and clean up any
damaged threads.
Check top of block for flatness with a straight edge
and
a
feeler gauge.
Cyrinder Bore Inspection:
Inspect cylinder bores for
scuffing, scratches, wear, and scoring.
If
cylinder bores
are scuffed, scratched, worn, or scored, they must be
rebored and honed for the next oversize piston.
When the appearance of cylinder bores
is
good and
there are no scuff marks, check cylinder bore for wear or
out
of
roundness as
follows:
1.
Check cylinder bore for taper, out
of
round, and
wear with a cylinder bore gauge, telescopic gauge,
or inside micrometer. These measurements should
be taken at four places: top and bottom of piston ring
travel, parallel and perpendicular to axis
of
crank-
shaft (Figure
18).
10-10