76-92 PN-0908073 Rev. 11
PS 164-2
THE ART OF WELDING
10
11
12
11
10
4
2
8
6
7
5
3
1
7. Appendix
7. 1. Built-in programs
The Polysoude weld lab developed these programs
for mild steel and stainless steel tubes. Starting
from frequent applications they represent the base
to work out rapidly your own weld programs. Please
look for a program close to your application in or-
der to modify it. Before you can use such a built-in
program you have to copy it in one of the 16 user
program places in the memory of the power source
(for detailed information, see Programming Manual).
Afterwards you can modify the program to fi t your
special application.
All built-in programs are created to use Argon as
shielding gas. The programs are listed in function of
the welding head (closed chamber, MU III, or TS/TP),
the material (mild steel or stainless steel), the diam-
eter and the wall thickness of the tubes to be welded.
In case of tube to tube-plate welds, a difference is
made between "fl ush" and "protruding" tubes.
Warning - If multipass welding
is necessary, the parameter
values for the passes are given
in the tables without repeating
diameter and thickness of the
tubes.
If fi ller wire is used, its diameter is always 0.8 mm.
The set-up of some parameters not programmable
infl uence considerably its result. The value of these
parameters, choosen when each program has been
created, are given in the following tables. These pa-
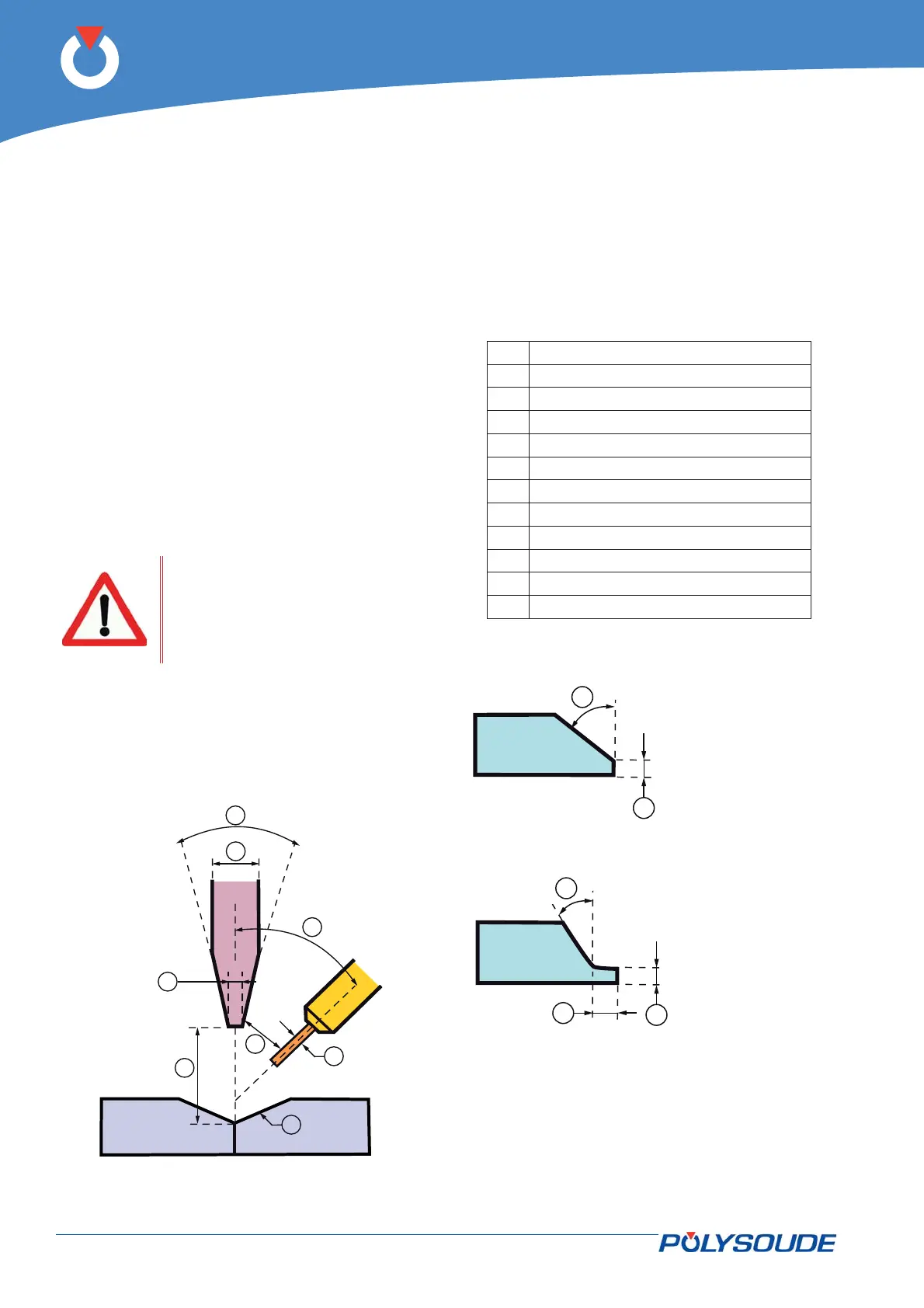
rameters are :
1: Tube end preparation.
2: Electrode diameter.
3: Tip angle.
4: Flat.
5: Distance electrode-workpiece.
6: Diameter of fi ller wire.
7: Angle between wire and workpiece.
8: Start position of the weld.
9: Start position of the weld.
10: Weld preparation angle.
11: Thickness of land.
12: Length of the land (for J preparation).
Fig. 7.1 - Parameters not programmable
Fig. 7.2 - Weld preparation
Preparation for
J-butt weld
Preparation for
V-butt weld