78-92 PN-0908073 Rev. 11
PS 164-2
THE ART OF WELDING
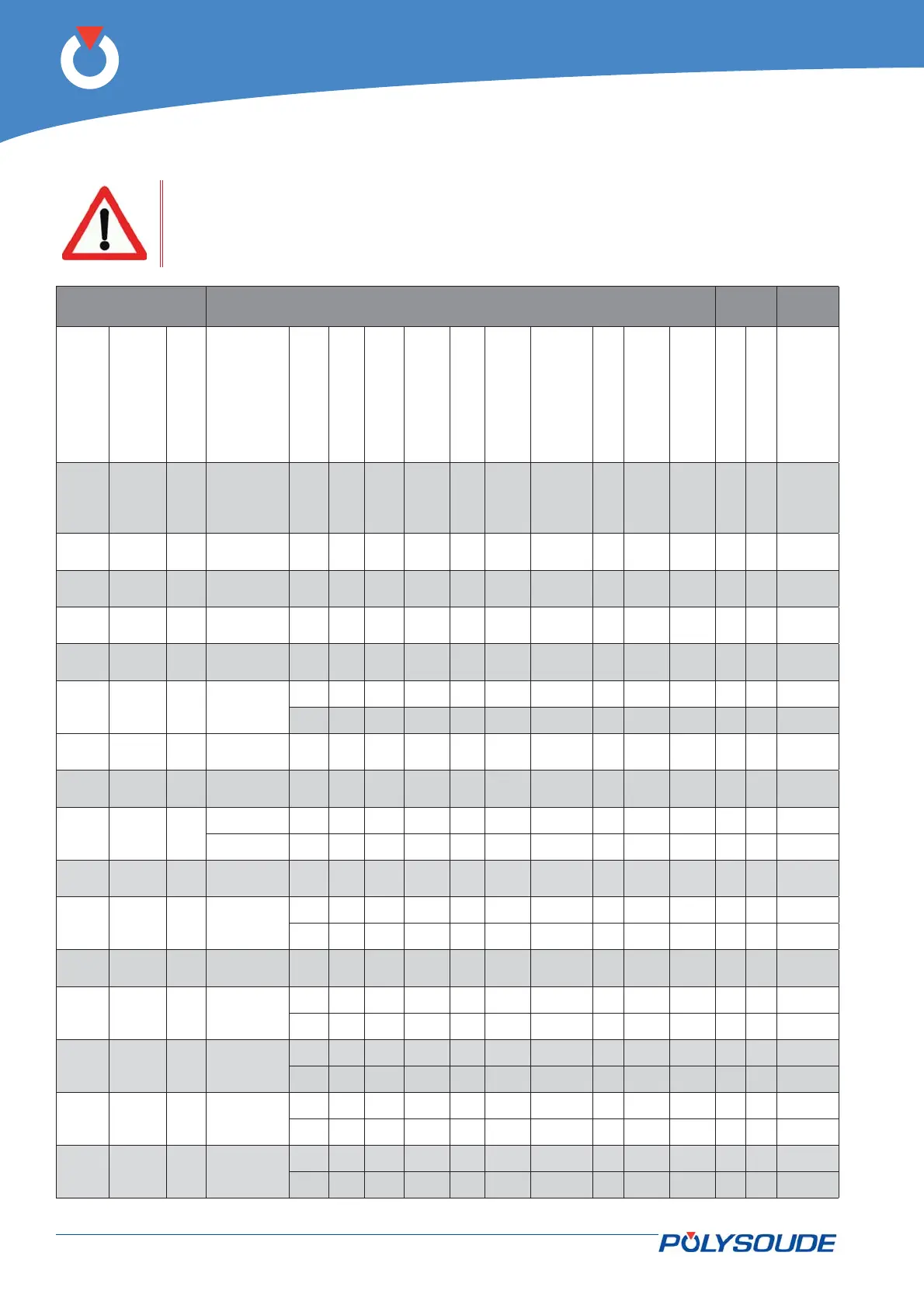
7. 1. 2. MU open welding heads with fi ller wire
Warning - For some welds the distance electrode-workpiece has to be modifi ed at
the end of the cycle .These programs are marked with a star in the column named
"Adjust at the end of cycle"
Tubes to
be welded
Set-up before welding Range
Linear
speed
Material
Ø OD
Wall thickness
Preparation
Ø Electrode
Tip angle
Nose
Distance elec-
trode/workpiece
Wire angle
Distance
electrode/wire
Start position
Layer number
Built-in program
number
Adjust at the end
of cycle
50 A
160 A
mm
mm
mm
degrees
mm
mm
degrees
mm
230 V
mm/
min
Stain-
less
33.7 3.2
V 37.5° 0.4
mm nose
2.4 40 0.3 2.5 25 3 12 H 41 * X 70
Stain-
less
51 1.8
Square-butt
2.4 40 0.3 2.5 20 3 12 H 43 X 70
Stain-
less
51 3
V 37.5° 0.2
mm nose
2.4 40 0.3 2.5 25 3 10H30 44 * X 65
Stain-
less
60.3 2.5
Square-butt
2.4 40 0.3 2 20 2.5 10H30 46 * X 55
Stain-
less
60.3 4
J 30° 0.9
mm nose
1.5 mm land
2.4 40 0.3 2 25 3 10H30 47 * X 50
2.4 40 0.3 3 20 3.5 12 H 2 48 X 42
Stain-
less
114.3 2.5
Square-butt
2.4 40 0.3 2.5 20 3 12 H 51 * X 72
Stain-
less
114.3 3
Square-butt
2.4 30 0.3 2 25 2.5 10H30 52 * X 70
Stain-
less
168 4
153
254
Mild
steel
25 3.2
V 37.5° 0.2
mm nose
2.4 40 0.2 2 25 2 10H30 56 * X 42
Mild
steel
38 3
V 37.5° 0.2
mm nose
2.4 40 0.2 2 20 2.5 10H30 1 57 * 60
2.4 40 0.2 2.5 20 3 12 H 2 58 60
Mild
steel
51 3
V 37.5° 0.2
mm nose
2.4 40 0.2 2 15 2.5 10H30 59 * 25
Mild
steel
51 4
J 30° 1.4
mm nose
1.5mm land
2.4 40 0.2 2 30 2 10H30 1 61 * 50
2.4 40 0.2 2.5 20 3 12 H 2 62 60
Mild
steel
60.3 3
V 37.5° 0.2
mm nose
2.4 40 0.2 1.5 25 2.5 10H30 1 63 * 62
2.4 40 0.2 2.5 20 3 12 H 2 64 62
Mild
steel
88.9 4
J 30° 1 mm
nose 1.5
mm land
2.4 40 0.4 2 35 1.5 10H30 1 65 50
2.4 40 0.2 2 10 2.5 12H 2 66 60
Mild
steel
114.3 3.9
V 37.5° 0.2
mm nose
2.4 40 0.2 1.5 25 2 10H30 1 67 * 50
2.4 40 0.2 3 10 3.5 12 H 2 68 75