Signal state 1 or edge
change 0 → 1
M1 programmed in the part program leads to a programmed stop when being
executed in the AUTOMATIC or MDI mode.
Signal state 0 or edge
change 1 → 0
M1 programmed in the part program does not lead to a programmed stop.
corresponding to ... IS "M01 selected" (DB1700 DBX0.5)
IS "M0/M1 active" (DB3300 DBX0.5)
Note for the reader Function Manual Basic Functions K1
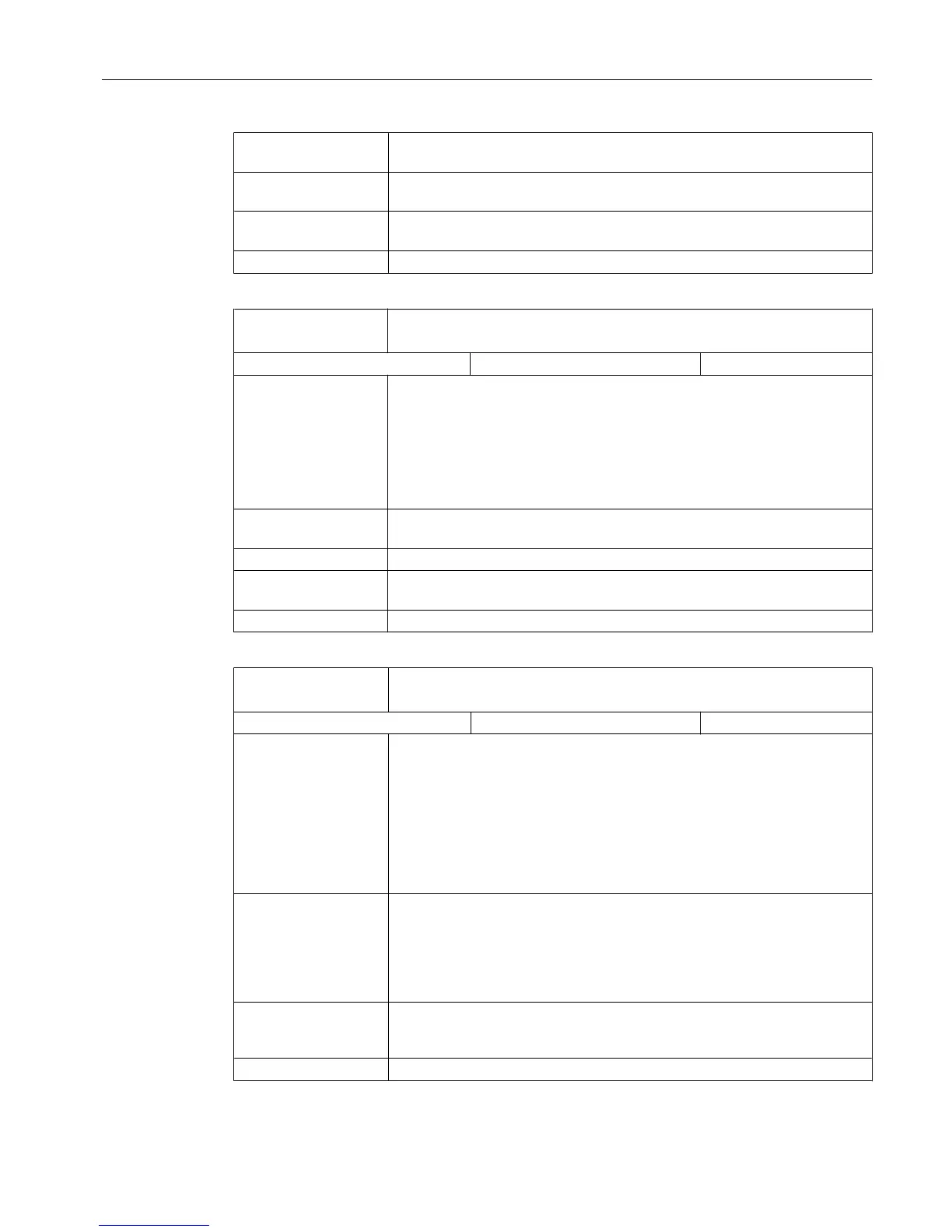
DB3200
DBX0.6
Activate dry run feedrate
Signal(s) to channel (PLC → NCK)
Edge evaluation: No Signal(s) updated: Cyclic
Signal state 1 or edge
change 0 → 1
Instead of with the programmed feedrate (for G1, G2, G3, CIP, CT), the axis
moves
with the dry run feedrate specified using SD 42100: DRY_RUN_FEED
if the dry run feedrate is greater than the one that has been programmed.
This interface signal is evaluated at NC start when the channel was in the
"Reset" state.
When selected using the PLC, the IS "activate dry run feedrate" should be set
from the PLC user program.
Signal state 0 or edge
change 1 → 0
The axis travels with the programmed feedrate.
Effective after reset state.
Application Testing a workpiece program with an increased feedrate.
corresponding to ... IS "Dry run feedrate selected" (DB1700 DBX0.6)
SD 42100: DRY_RUN_FEED (dry run feedrate)
Note for the reader Function Manual Basic Functions V1
DB3200
DBX1.0
Activate referencing
Signal(s) to channel (PLC → NCK)
Edge evaluation: Yes Signal(s) updated: Cyclic
Signal state 1 or edge
change 0 → 1
Channel-specific referencing is started with the IS "Activate referencing". The
control acknowledges a successful start with the IS "Referencing active".
Each machine axis assigned to the channel can be referenced with channel-
specific
referencing
(this
is achieved internally in the control by simulating the
plus/minus traversing keys). Via the axis-specific MD 34110: REFP_CY‐
CLE_NR (axis sequence for channel-specific referencing) can be used to de‐
fine the sequence in which the machine axes are referenced. If all of the axes
entered in MD: REFP_CYCLE_NR have reached there reference point, then
IS "all axes referenced" (DB3300 DBX4.2) is set.
Application If the machine axes are to be referenced in a particular sequence, the follow‐
ing options are available:
● The operator must observe the correct sequence when starting.
● The PLC must check the sequence when starting or define it itself.
●
The function channel specific referencing is used.
corresponding to ... IS "Referencing active" (DB3300 DBX1.0)
IS "All axes that must have a reference point are referenced"
(DB3300 DBX4.2)
Note for the reader Function Manual Basic Functions R1
Detailed descriptions of interface signals
5.7 Channel-specific signals
Parameter Manual
List Manual, 01/2017 397

 Loading...
Loading...


















