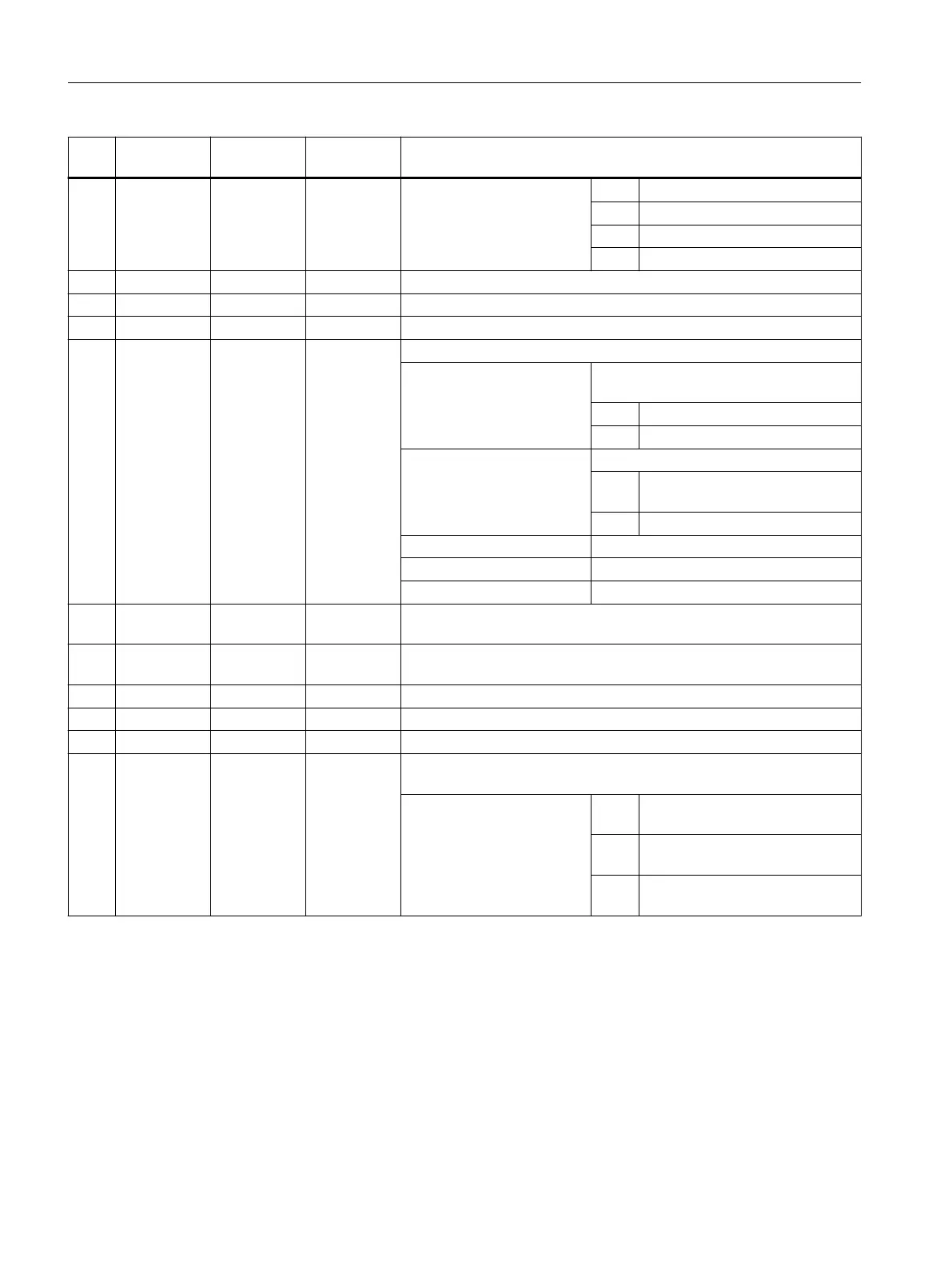
No. Parameter
mask
Parameter
internal
Data type Meaning
7 Position <_LAGE> INT Position of stock removal
corner
0 = External/rear
1 = External/front
2 = Internal/rear
3 = Internal/front
8 D <_MID> REAL Maximum depth infeed on insertion
9 UX <_FALX> REAL Finishing allowance in X
10 UZ <_FALZ> REAL Finishing allowance in Z
11 <_VARI> INT Machining type
UNITS: Stock removal direction (longitudinal or
transverse) in the coordinate system
1 = Longitudinal
2 = Face
TENS:
1 = Roughing to final machining al‐
lowance
2 = Finishing
HUNDREDS: Reserved
THOUSANDS: Reserved
TEN THOUSANDS: Reserved
12 R1/FS1 <_RF1> REAL Rounding radius or chamfer width 1, see <_AMODE> (TEN THOU‐
SANDS)
13 R2/FS2 <_RF2> REAL Rounding radius or chamfer width 2, see <_AMODE> (HUNDRED
THOUSANDS)
14 R3/FS3 <_RF3> REAL Rounding radius or chamfer width 3, see <_AMODE> (ONE MILLION)
15 SC <_SDIS> REAL Safety clearance
16 F <_FF1> REAL Feedrate for roughing/finishing
17 <_NR> INT Identification of stock removal type (corresponds to vertical softkey for
selecting form):
0 = Stock removal 1, 90 degree cor‐
ner without chamfers/rounding
1 = Stock removal 2, 90 degree cor‐
ner with chamfers/rounding
2 = Stock removal 3, any corner with
chamfers/rounding
Work preparation
3.25 Programming cycles externally
NC programming
1122 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0

 Loading...
Loading...














