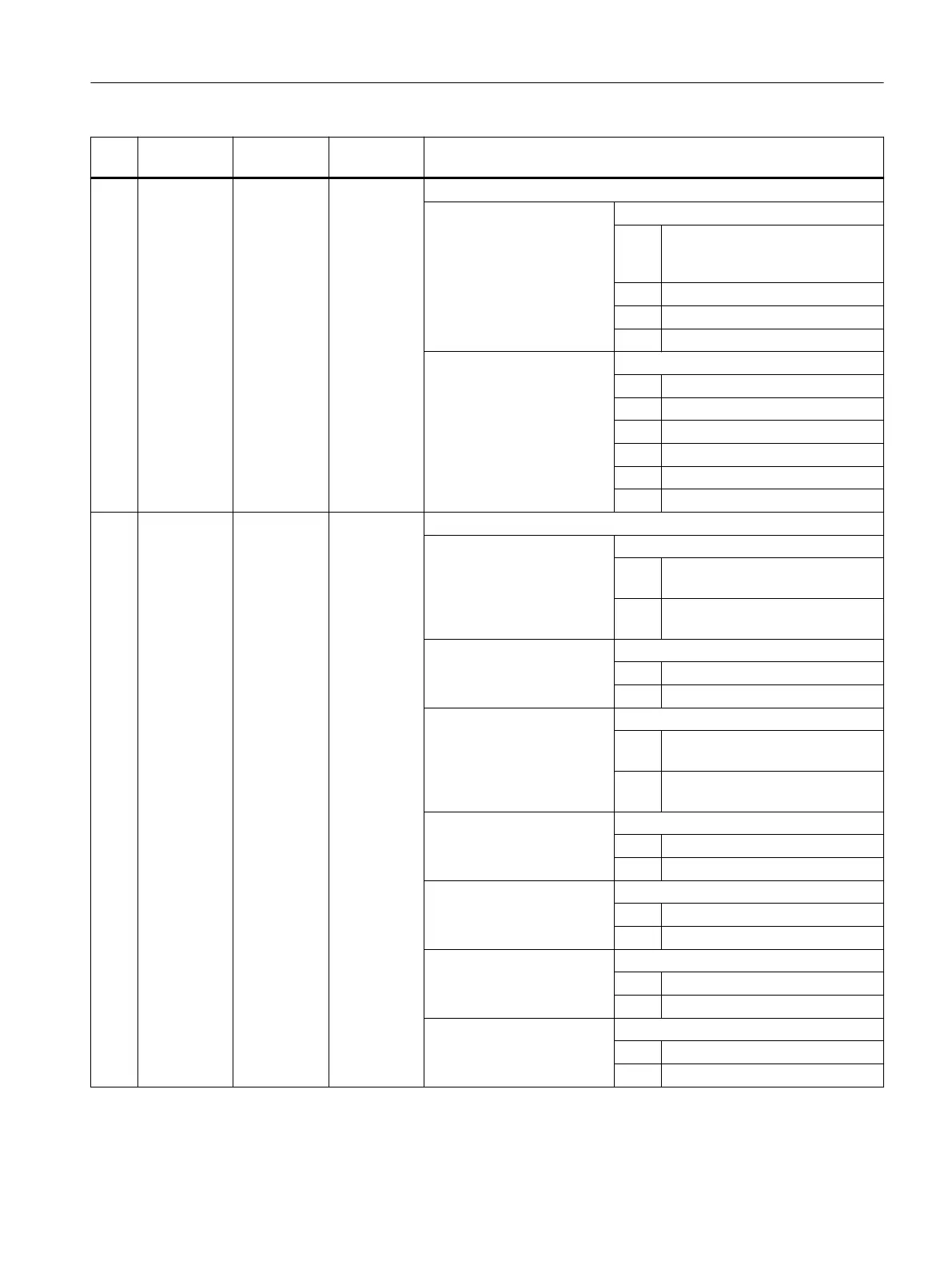
No. Parameter
mask
Parameter
internal
Data type Meaning
18 <_DMODE> INT Display mode
UNITS: Machining plane G17/G18/G19
0 = Compatibility, the plane effective
before the cycle call remains ac‐
tive
1 = G17 (only active in the cycle)
2 = G18 (only active in the cycle)
3 = G19 (only active in the cycle)
TENS: Form of input <_ZPD>/<_ZPL>
0 = Xm/Zm
1 = Xm/α1
2 = Xm/α2
3 = α1/Zm
4 = α2/Zm
5 = α1/α2
21 <_AMODE> INT Alternative mode
UNITS: Intermediate point in X
0 = Absolute, value of transverse ax‐
is in the diameter
1 = Incremental, value of transverse
axis in the radius
TENS: Intermediate point in Z
0 = Absolute
1 = Incremental
HUNDREDS: End point in X
0 = Absolute, value of transverse ax‐
is in the diameter
1 = Incremental, value of transverse
axis in the radius
THOUSANDS: End point in Z.
0 = Absolute
1 = Incremental
TEN THOUSANDS: Radius/chamfer 1
0 = Radius
1 = Chamfer
HUNDRED THOUSANDS: Radius/chamfer 2
0 = Radius
1 = Chamfer
ONE MILLION: Radius/chamfer 3
0 = Radius
1 = Chamfer
Work preparation
3.25 Programming cycles externally
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 1123

 Loading...
Loading...














