24
DE
• Nehmen Sie alle gewünschten Einstellungen im Plugin vor („6.5.1 Erklärungen zum Autoleveler CA-Plugin“):
- Anzahl Tastpunkte in X- und Y-Richtung
- Tool Z Offset
- Manual oder Auto Zero
- Settings
• Klicken Sie Create GCode and send to UCCNC.
Es kann mitunter einige Zeit benötigen, das
Programm in UCCNC zu laden. Insbesondere
verlängert eine hohe Anzahl von Tastpunkten
die Ladezeit.
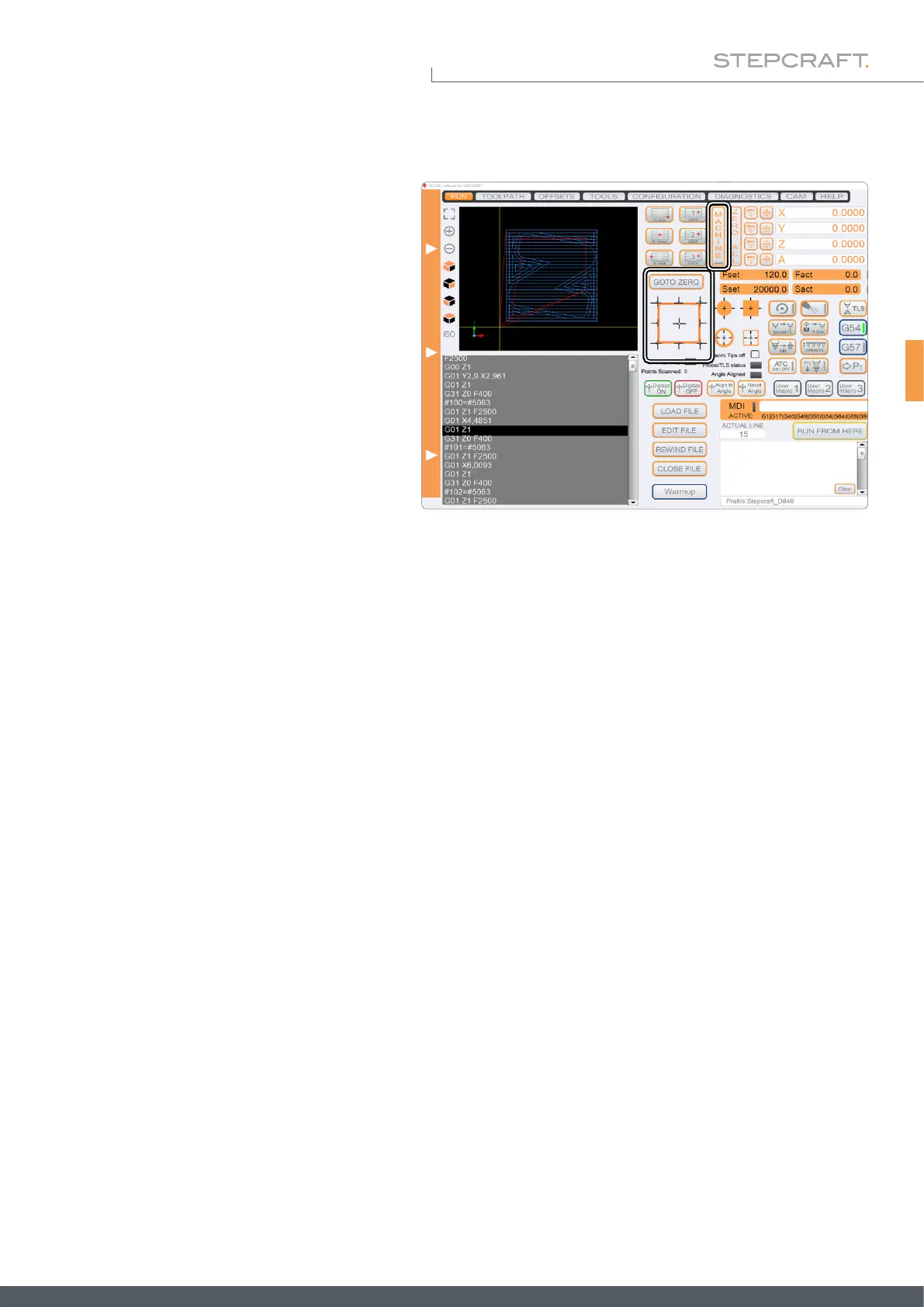
• Nutzen Sie die Makros zum Antasten von Kon-
turen, um die X-/ Y-/ und Z-Nullpunkte zu ermitteln und klicken dann Goto Zero.
• Starten Sie mit Cycle Start das Fräsprogramm. Die Oberäche wird nun gescannt. Nachdem dieser Vorgang vollstän-
dig durchgeführt wurde, pausiert das Fräsprogramm. Notieren Sie die aktuellen Maschinenkoordinaten.
• Nutzen Sie diese Pause im Fräsprogramm, um Ihr Werkzeug einzusetzen. Die manuelle Steuerung von UCCNC ist
weiterhin möglich. Nutzen Sie die manuelle Steuerung, um den Z-Nullpunkt mit dem Werkzeug festzulegen. Fahren
Sie zurück an die Ausgangsposition, an der das Programm pausiert hat.
• Setzen Sie das Fräsprogramm mit Cycle Start fort.
6.5.3 Scannen einer Oberäche ("Create")
Dies ist eine Anwendung des 3D-Tasters, welche 3-dimensionale Flächen abtasten kann. Eine Vielzahl von Messungen
ergibt eine 3D-Punktewolke, in der jeder Punkt für eine Koordinate steht. Aus dieser Fläche kann ein dreidimensionales
Objekt erstellt werden. Um diese Funktion zu realisieren, benötigen Sie folgende Software:
• UCCNC-Plugin Autoleveler CA,
• eine CAD / CAM-Software wie beispielsweise Vectric VCarve oder AutoDesk Fusion 360,
• eine Software wie MeshLab, zum Verarbeiten der 3D-Punktewolke.
Wenn Sie ein Objekt mittels Punktewolke scannen möchten, gehen Sie wie folgt vor:
Bereiten Sie Ihr Werkstück und Werkzeug vor, indem Sie es mit einer Methode Ihrer Wahl xieren. Besonders empfehlens-
wert für diese Anwendung ist es, einen Schraubstock (wie z. B. Art. 12378 Zentrierschraubstock CV-140), doppelseitiges
Klebeband (Art. 12482 Fixierungsklebebogen) oder einen Vakuumtisch zu verwenden. Der Vorteil dieser Methoden, ist
eine freie Werkstückoberäche. Nachfolgend wird das weitere Vorgehen für VCarve und Fusion 360 beschrieben.