51
EN
6.3 End Mill Length Compensation – P-Zero
P-Zero is a function that allows you to determine a zero point at a position
which is difcult to access or into which a tool length sensor does not t. It
also compensates for the difference in length between an end mill and the 3D
probe, so you can use the 3D probe to nd a zero point and then use it with
an end mill. To use this function, a tool length sensor such as the TS-32 is
required (item 12598). Prepare the desired end mill and the tool length sensor.
Follow these instructions to apply the function:
• Move the touch probe to the measuring point of your choice. Zero the
Z-axis
.
• Ascend the Z-axis and move the touch probe above the bare machine
table but not above a T-slot.
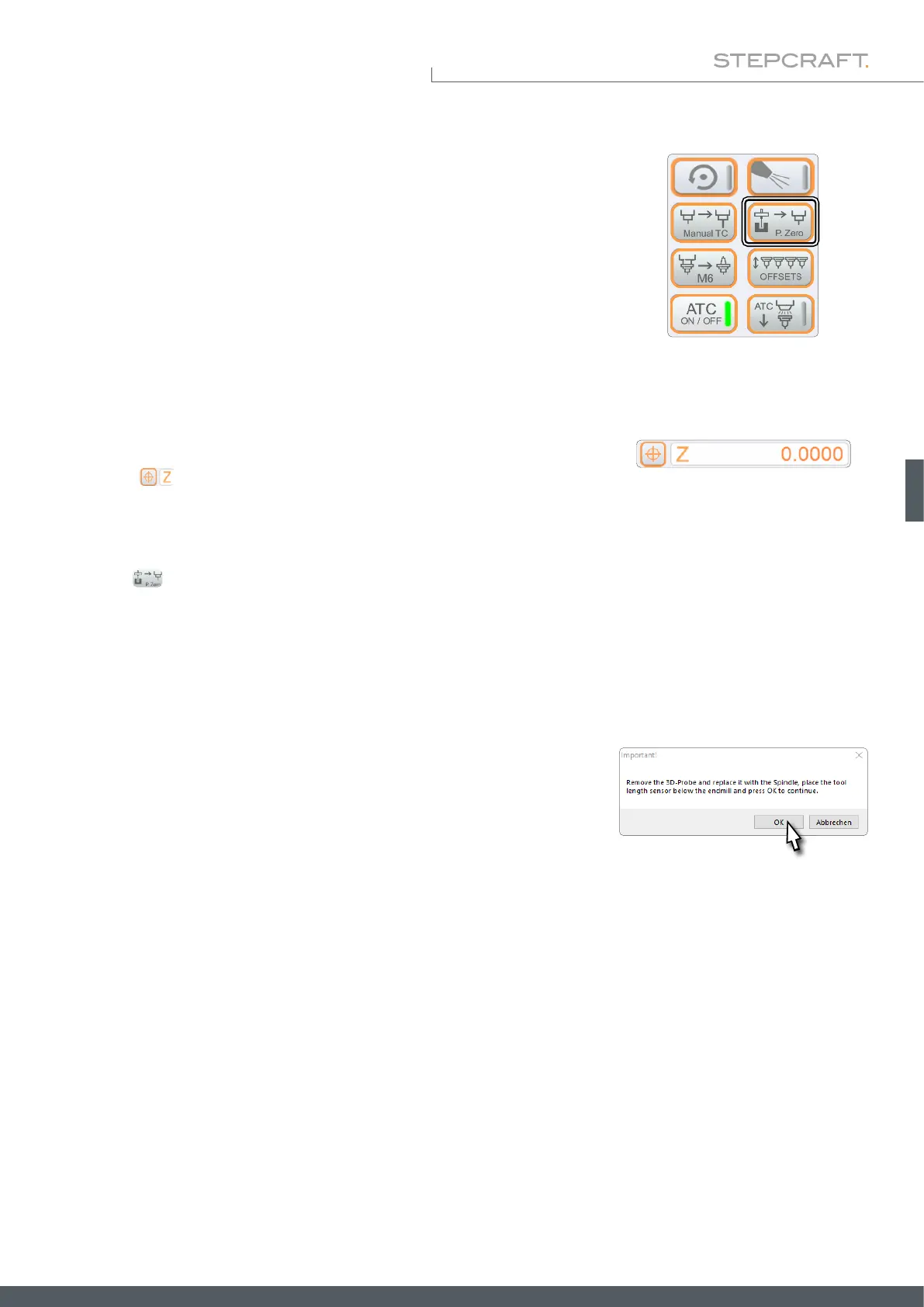
• Click
. The rst measurement will determine the Z-distance until the
probe tip gets triggered on the machine table. To increase the accuracy,
the Z-zero point will be approached twice. The Z-axis will be ascended to
end the rst step.
• Now you will be requested to exchange the touch probe with your milling
motor (including your end mill). Place the tool length sensor beneath.
Please observe and follow the instructions of your milling motors user
manual. After equipping your motor, click OK.
• The Z-axis will descend twice to measure the tool.
• Now the Z-zero point is adjusted to the tool length and is usable as usual.