10 SUPERBRUSH OWNER’S MANUAL
Contoured Surface Stock: (Example: A 3/4
˝
thick piece of molding with 3/8
˝
of molding
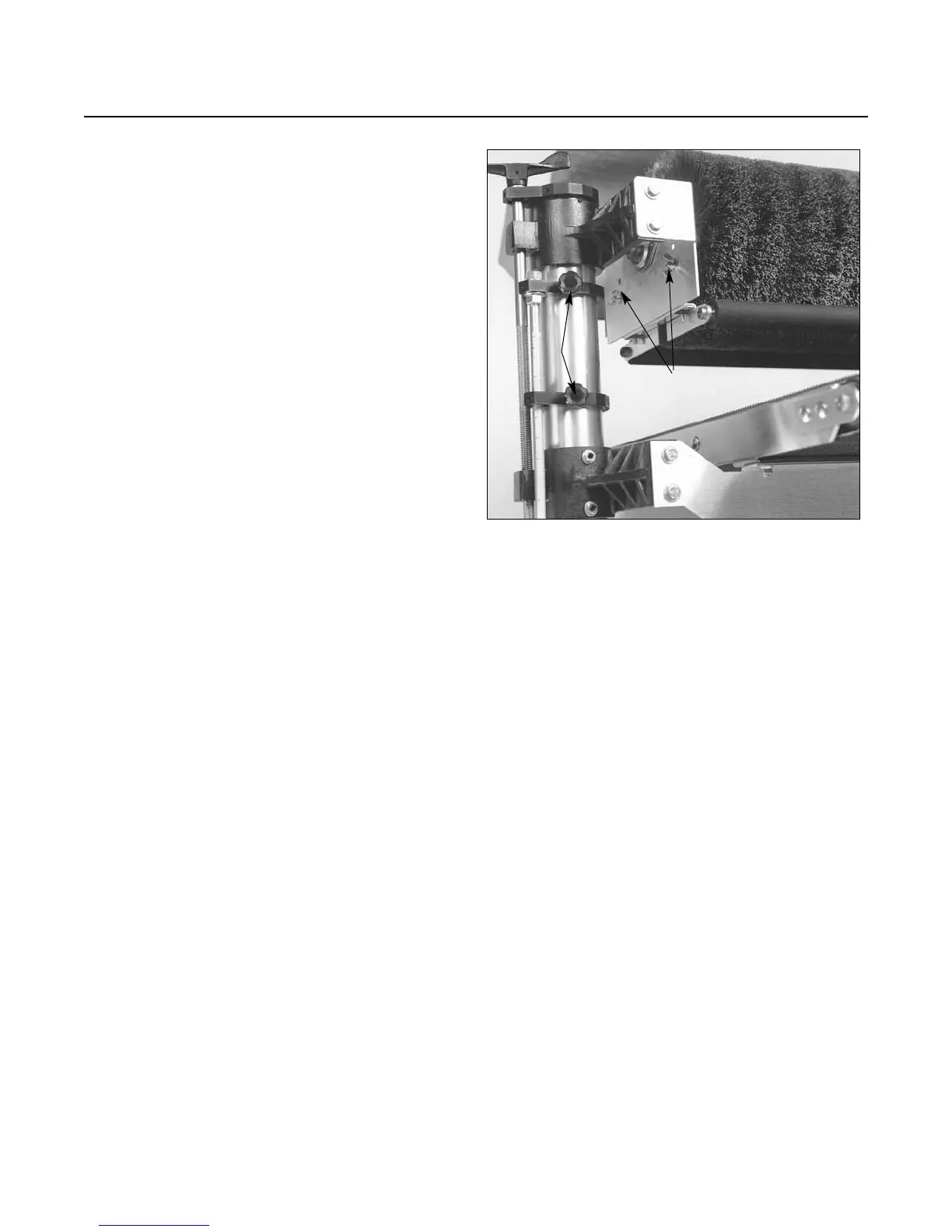
relief.) Loosen all four tension roller locking bolts
(Fig. 11). Adjust the conveyor table 1/4
˝
into the
bristle tips (measure with a ruler from “0” mark on
depth gauge.). At this position, the tension rollers
are resting on the table surface and are positioned
1/4
˝
above the bottom of the brush. Lock all four
Tension Roller locking bolts. To brush the piece,
lower the table to the 3/8
˝
position on the Depth
Gauge. This allows for 1/8
˝
of tension roller
engagement and 3/8
˝
of brush penetration.
SELECTING STOCK FEED RATES
Selecting the proper feed rate is essential to proper
brushing. Feed rate controls the duration of brushing
on a particular spot. A slower feed rate allows
more brushing to occur. In some instances, a slow
feed rate and slow brush speed may produce the
same result as a fast feed rate and fast brush speed.
The variable feed rate control of the conveyor belt
adjusts the load on the machine; it can be infinite-
ly adjusted for maximum operating performance.
A faster feed rate allows faster brushing but fewer
revolutions of the brush per inch of sanding. A
slower feed rate provides more revolutions of the
brush per inch of sanding (Fig. 10).
The best feed rate will depend on a number of
factors, including type of stock, brush, depth of
cut used, and whether the stock is fed directly in
line with the conveyor bed or at an angle.
When using a wire brush for “distressing” wood,
a brush speed of 400-600 RPM with light contact
of bristles and a moderate feed rate generally leaves
the best finish.
SETTING BRUSH DEPTH OF CUT/CONTACT
SuperMax Tools tests sample applications for all
customers before selling a S
UPERBRUSH. We rec-
ommend following the suggest RPM, contact and
conveyor settings outlined in the sample letter. If
you have questions about your application(s) or
your needs change, please contact SuperMax Tools
for updated information or new sample testing, as
brush types, materials, etc. may have changed.
The information and suggestions listed below are
not specific to any application and may have
changed since printing. Please call SuperMax
Tools if you have questions.
When a nylon or wire brush is worn and needs
changing, the bristles will either have fractured
and the brush head looks “bald” or the bristle
length has worn and the bristles are too short for
effective brushing.
When an abrasive or cloth brush is worn, the
brushing material will become smooth or the
brush will be considerably smaller in diameter as
compared to new. Cloth brush heads may only
need cleaning to rejuvenate the cloth. Please call
SuperMax Tools if you have any questions. Brush
life can vary considerably, due to RPM, contact,
type of brush, and material being brushed.
Fig. 11. Tension roller and depth gauge adjustment.
DEPTH
GAUGE
LOCKING
KNOBS
TENSION ROLLER
LOCKING BOLTS