CUTMASTER 58
INTRODUCTION Manual 0-5544
2T-2
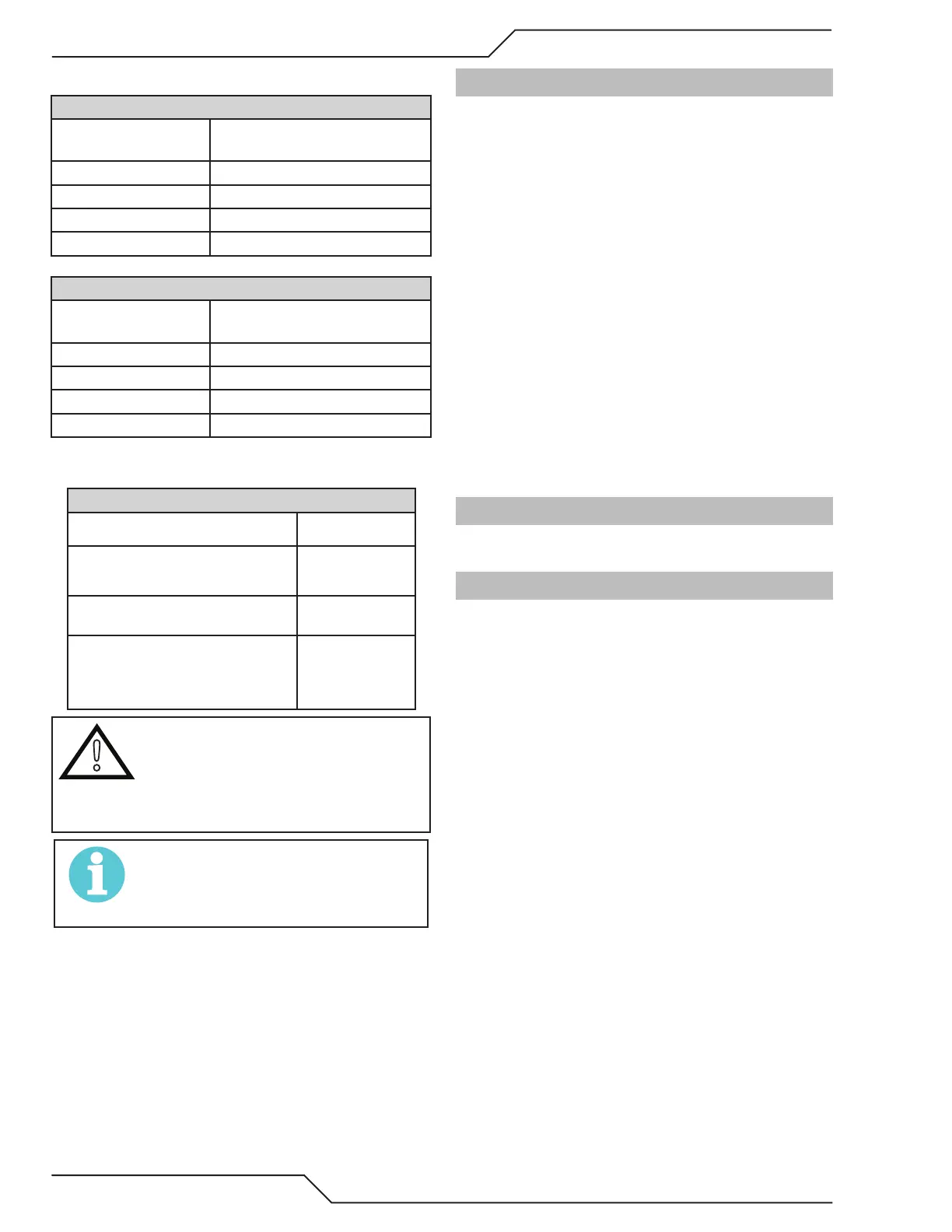
F. Torch Ratings
Manual Torch Ratings
Ambient
Temperature
104° F
40° C
Duty Cycle 100% @ 60 Amps @ 400 scfh
Maximum Current 60 Amps
Voltage (V
peak
) 500V
Arc Striking Voltage 500V
Mechanized Torch Ratings
Ambient
Temperature
104° F
40° C
Duty Cycle 100% @ 100 Amps @ 400 scfh
Maximum Current 120 Amps
Voltage (V
peak
) 500V
Arc Striking Voltage 500V
G. Gas Requirements
Manual and Mechanized Torch Gas Specifications
Gas (Plasma and Secondary) Compressed Air
Operating Pressure
Refer to NOTE
90 - 120 psi
6.2 - 8.3 bar
Maximum Input Pressure 125 psi / 8.6 bar
Gas Flow (Cutting and Gouging)
5 - 8.3 SCFM
300 - 500 scfh
142 - 235 lpm
!
WARNING
This Torch is not to be used with
oxygen (O
2
).
The SL60QD torch should not be
used on an HF system.
NOTE!
Operating pressure varies with torch model, operat-
ing amperage, and torch leads length. Refer to gas
pressure settings charts for each model..
H. Direct Contact Hazard
For stando tip the recommended stando is 3/16
inches / 4.7 mm.
2T.04 Quick Connection Torch
The new SL60QD™ (Quick Disconnect) torch allows
for a quick change of the torch handle assembly from
the leads. To change the torch handle assembly do the
following.
1. Remove the torch handle assembly by grasping the
torch handle in one hand and the coupler nut and leads
in the other.
2. Rotate the nut a minimum of one full turn to the left
(counter clockwise) and pull the torch handle assembly
out from the leads in a straight line.
3. To reattach, grasp both as before and carefully align
the internal connecting parts.
4. Carefully press the two together in a straight line.
5. Align the mark on the coupler nut with that on the top
of the torch handle and rotate to the right (clockwise)
drawing the two together and seating the connections
inside. Do not use tools to tighten.
2T.05 Options And Accessories
For options and accessories, see Section 6.
2T.06 Introduction to Plasma
A. Plasma Gas Flow
Plasma is a gas which has been heated to an extremely
high temperature and ionized so that it becomes electri-
cally conductive. The plasma arc cutting and gouging
processes use this plasma to transfer an electrical arc to
the workpiece. The metal to be cut or removed is melted
by the heat of the arc and then blown away.
While the goal of plasma arc cutting is separation of the
material, plasma arc gouging is used to remove metals
to a controlled depth and width.
In a Plasma Cutting Torch a cool gas enters Zone B,
where a pilot arc between the electrode and the torch
tip heats and ionizes the gas. The main cutting arc
then transfers to the workpiece through the column of
plasma gas in Zone C.