OPERATION 32 Manual 0-2470
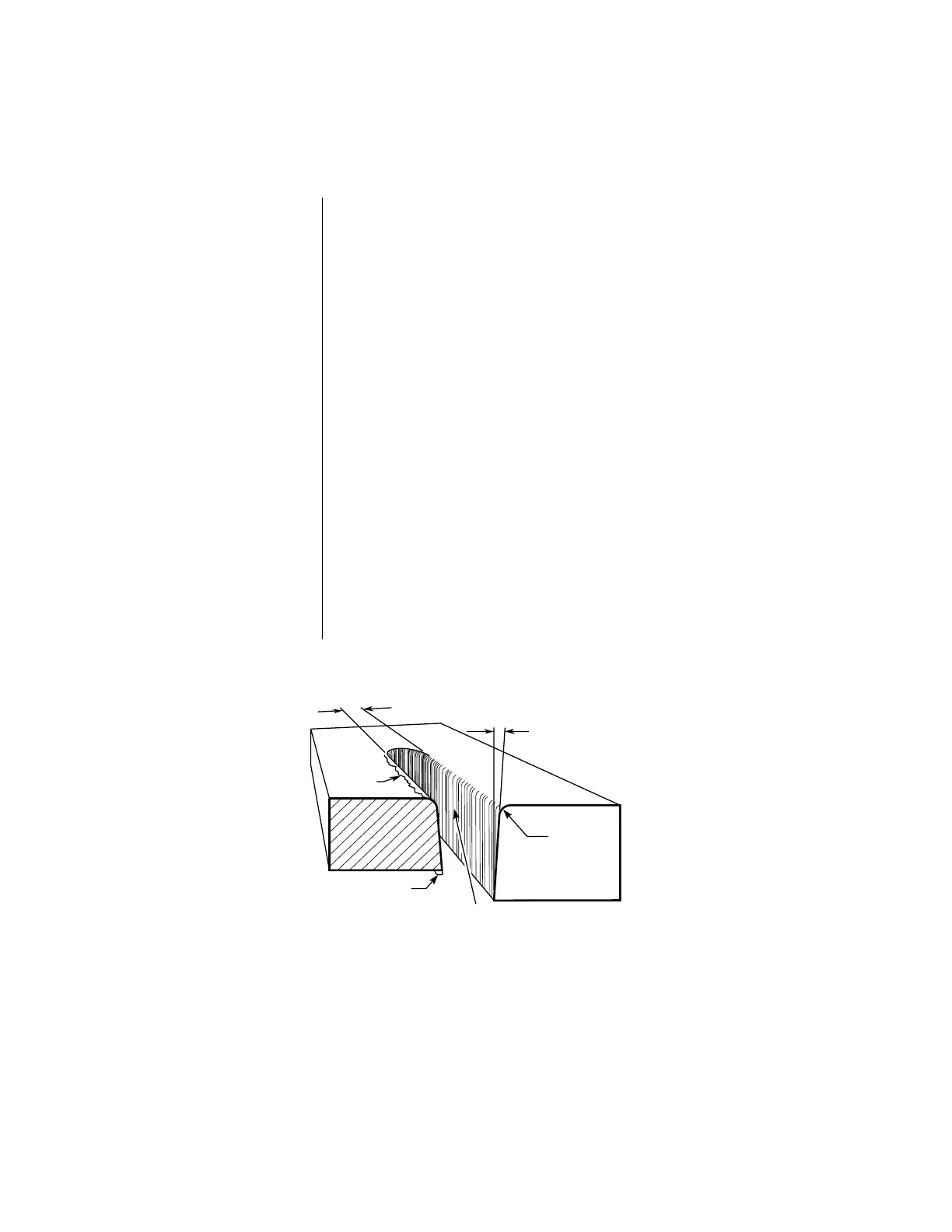
4.05 CUT QUALITY
Cut Surface
Bevel Angle
Top-Edge Rounding
Dross Build-up
and Top Spatter
Kerf Width
Nitride Build-up
Cut quality requirements differ depending on application. For
instance, nitride build-up and bevel angle may be major factors
when the surface will be welded after cutting. Dross-free cutting
is important when finish cut quality is desired to avoid a second-
ary cleaning operation. The following cut quality characteristics
are illustrated in Figure 4-D below:
• The condition (smooth or rough) of the face of the cut.
• The angle between the surface of the cut edge and a plane
perpendicular to the surface of the plate. A perfectly perpen-
dicular cut would result in a 0° bevel angle.
• Rounding on the top edge of a cut due to wearing from the
initial contact of the plasma arc on the workpiece.
• Dross is molten material which is not blown out of the cut area
and re-solidifies on the plate. Top spatter is dross which accu-
mulates on the top surface of the workpiece. Excessive dross
may require secondary clean-up operations after cutting.
• The width of material removed during the cut.
• Nitride deposits which may remain on the surface of the cut
when nitrogen is present in the plasma gas stream. Nitride
buildups may create difficulties if the material is welded after
the cutting process.
Figure 3-D Cut Quality Characteristics
Kerf Width
Cut Surface
Bevel Angle
Top Edge
Rounding
Cut Surface
Drag Lines
Dross
Build-Up
Top
Spatter
A-00007