3.1 Basic Functionality
3.1.1 Programs
3-6
Motion Program Execution
Motion programs are called with an MSEE instruction from a ladder program in an H drawing.
After you create the motion program, place a Call Motion Program (MSEE) instruction in the
ladder program of an H drawing. Motion programs can be called from any H drawing, regard-
less of whether it is a parent, child, or grandchild drawing.
1. The same numbers are used to manage the motion programs and sequence programs. Use a
unique number for each program.
• Motion program numbers are given in the form MPM or MPS.
• Sequence program numbers are given in the form SPM or SPS.
2. The number of motion programs that can be executed simultaneously depends on the model
of the Machine Controller. If the number of simultaneously executable programs is exceeded,
an alarm will occur (No System Work Available Error).
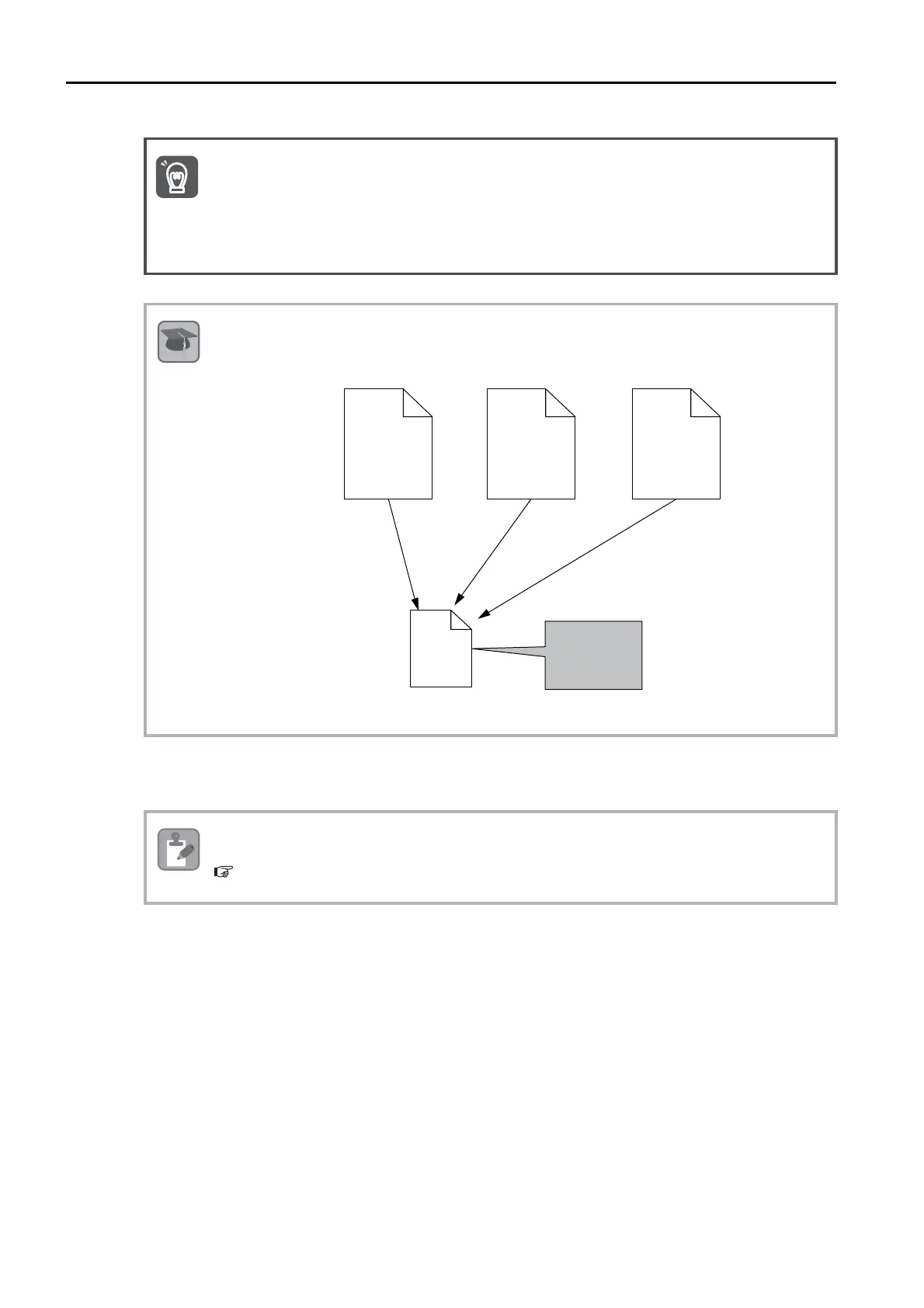
Motion Subprograms
Subprograms are created to perform common operations. They help minimizing the number of
program steps and allow efficient use of memory.
You can also register the motion program in the M-EXECUTOR (Motion Executor) to call it. Refer
to the following section for details.
3.2.4 The M-EXECUTOR on page 3-53
Term
MPM001 MPM002 MPM003
MPS010
Main program
Call (MSEE) Call (MSEE) Call (MSEE)
The common
process is
written as a
subprogram.
Subprogram
Main program Main program
Note

 Loading...
Loading...





