3.12.2 2T/4T/SPOT Advanced Parameter Details for GMAW and FCAW
In 2T/4T/Spot torch trigger operations, the specific parameters are as follows:
Ÿ Inductance: Controls arc dynamics. Higher values smooth the arc and reduce spatter, while lower values increase penetration.
Ideal for managing the weld pool, especially for thin sheets or stainless steel.
Ÿ Pre-flow Time: Sets the duration for shielding gas release before arc initiation to protect the weld area from oxidation. Essential
for materials like aluminum and stainless steel.
Ÿ Welding Wire Feed Speed: Determines the wire speed during welding, affecting weld pool size and bead filling. Adjust according
to material thickness and welding method for process stability.
Ÿ Fine-tune Voltage: Allows precise voltage adjustments to control arc length, heat input, and weld bead quality, optimizing
performance for various materials and thicknesses.
Ÿ Burn-back Setting: Adjusts in levels to control burn-back time, ensuring a smooth wire end for optimal arc starts under various
welding conditions.
Ÿ Post-flow Time: Controls the gas flow duration after welding to prevent oxidation during cooling. Crucial for enhancing weld
quality, especially with high-temperature alloys or aluminum.
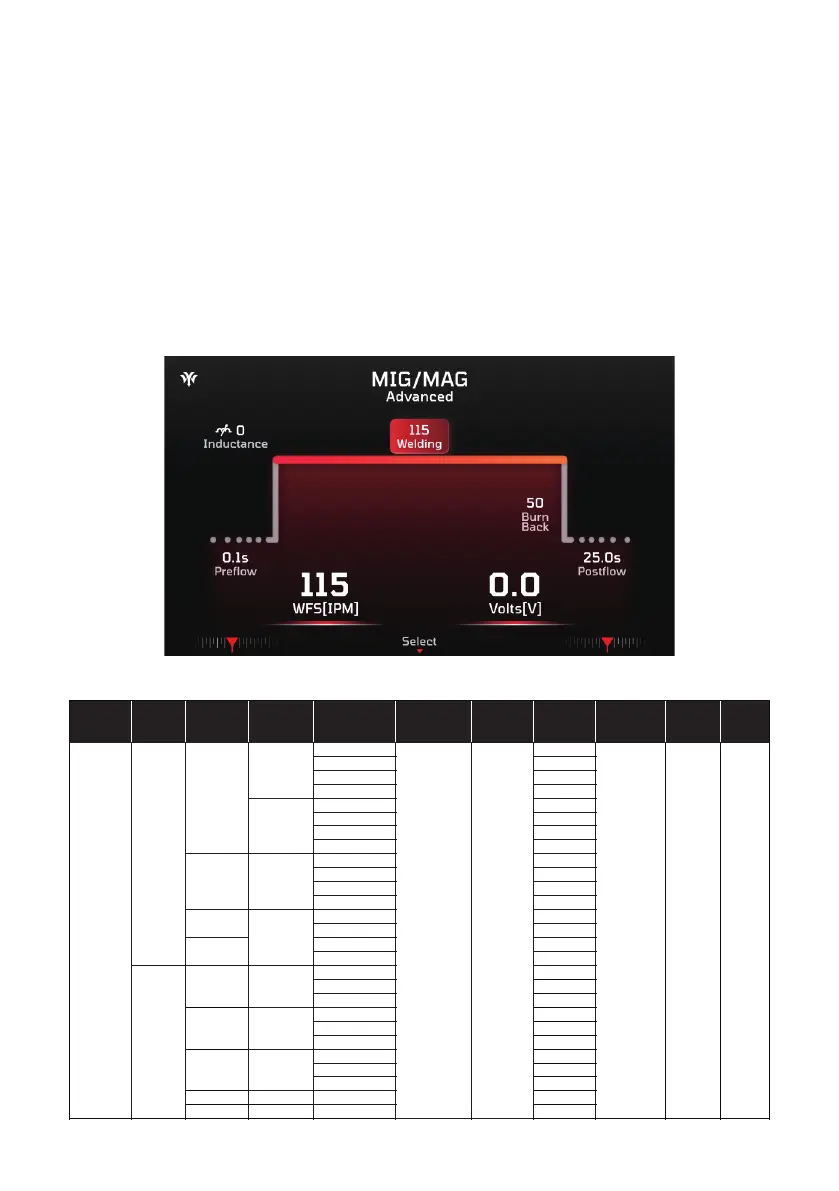
2T/4T/Spot Advanced Parameter Setting Page(MIG/MAG Pulse off)
2T/4T/Spot MIG/MAG Advanced Parameter Details
- 32 -
 Loading...
Loading...










