2T/4T/Spot Advanced Parameter Setting Page(Flux-cored)
2T/4T/Spot MIG/MAG Advanced Parameter Details(Flux-cored)
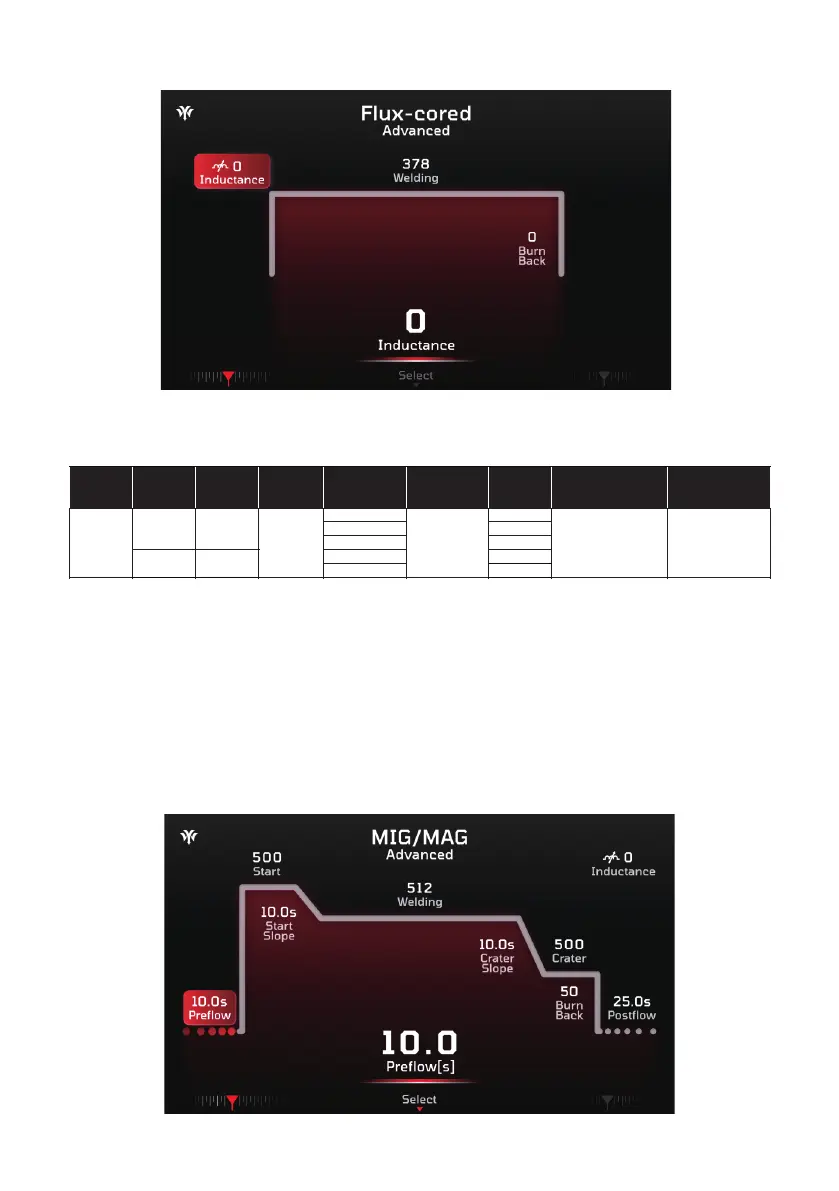
3.12.3 S4T Advanced Parameter Details for GMAW and FCAW
In S4T mode, additional parameters are introduced beyond the standard 2T/4T/SPOT settings, offering enhanced control at critical
stages of the welding process. These parameters include:
Ÿ Start Wire Feed Speed: Ensures stable arc initiation and consistent weld pool formation for smoother weld starts.
Ÿ Slope-up Time: Gradually increases current, reducing thermal shock and ensuring a smooth transition into full welding.
Ÿ Slope-down Time: Enables a controlled current decrease, minimizing crater formation and improving overall weld quality.
Ÿ Crater Wire Feed Speed: Manages the wire feed rate at the end of the weld, helping reduce defects such as porosity and
providing a cleaner finish.
S4T Advanced Parameter Setting Page(MIG/MAG Pulse off)
- 33 -
 Loading...
Loading...










