ESAB FABRICATOR 141i
BASIC WELDING GUIDE 4-22 Manual 0-5420
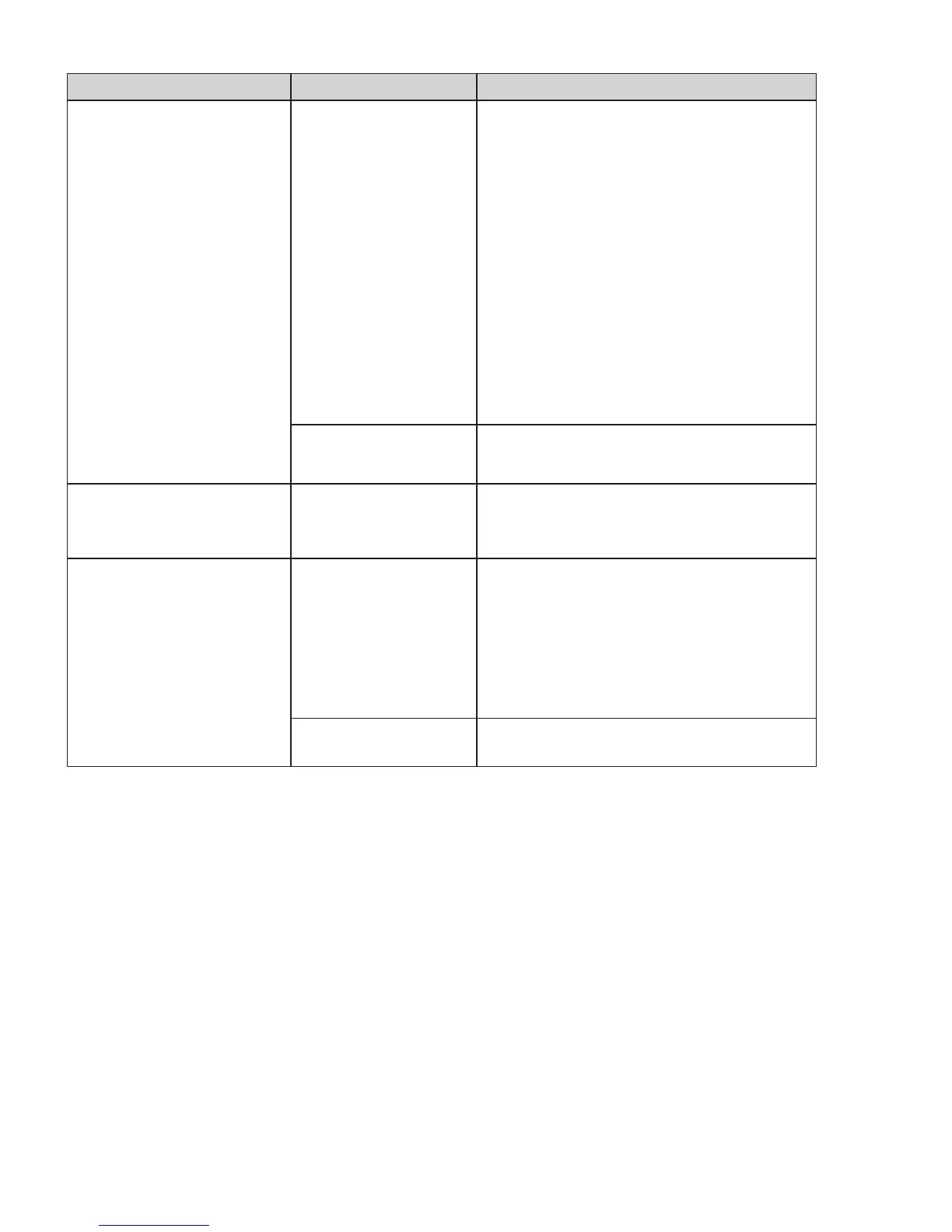
FAULT CAUSE REMEDY
9 Arc start is not smooth. A Tungsten electrode
is too large for the
welding current.
A Select the right size electrode. Refer to Table
4-7 Current Ranges for Various Tungsten
Electrode Size.
B The wrong electrode
is being used for the
welding job.
B Select the right electrode type. Refer to Table
4-9 Tungsten Electrode Types.
C Gas flow rate is too
high.
C Select the right rate for the welding job. Refer
to Table 4-10.
D Incorrect shielding gas
is being used.
D Select the right shielding gas.
E Poor work clamp
connection to work
piece.
E Improve connection to work piece.
F Tungsten not properly
sharpened.
F Grind tungsten to proper shape.
10 Arc flutters during TIG
welding.
Tungsten electrode
is too large for the
welding current.
Select the right size electrode. Refer to Table
4-7 Current Ranges for Various Electrode
Size.
11 Tungsten blackens due to
lack of shielding gas or
wrong shield gas.
A Gas valve on the TIG
Torch has not be turned
on.
A Turn on TIG Torch gas valve before you
commence welding.
B Gas cylinder valve off
or TIG Torch hose not
connected to regulator
B Turn on gas cylinder valve or connect TIG
Torch hose to regulator.
C Incorrect shielding gas
is being used.
C Select the right shielding gas.
Table 4-10: TIG (GTAW) Welding Problems

 Loading...
Loading...








