SECTION 4 PCM-875A Mechanized Plasma Cutting System Operation
4-6
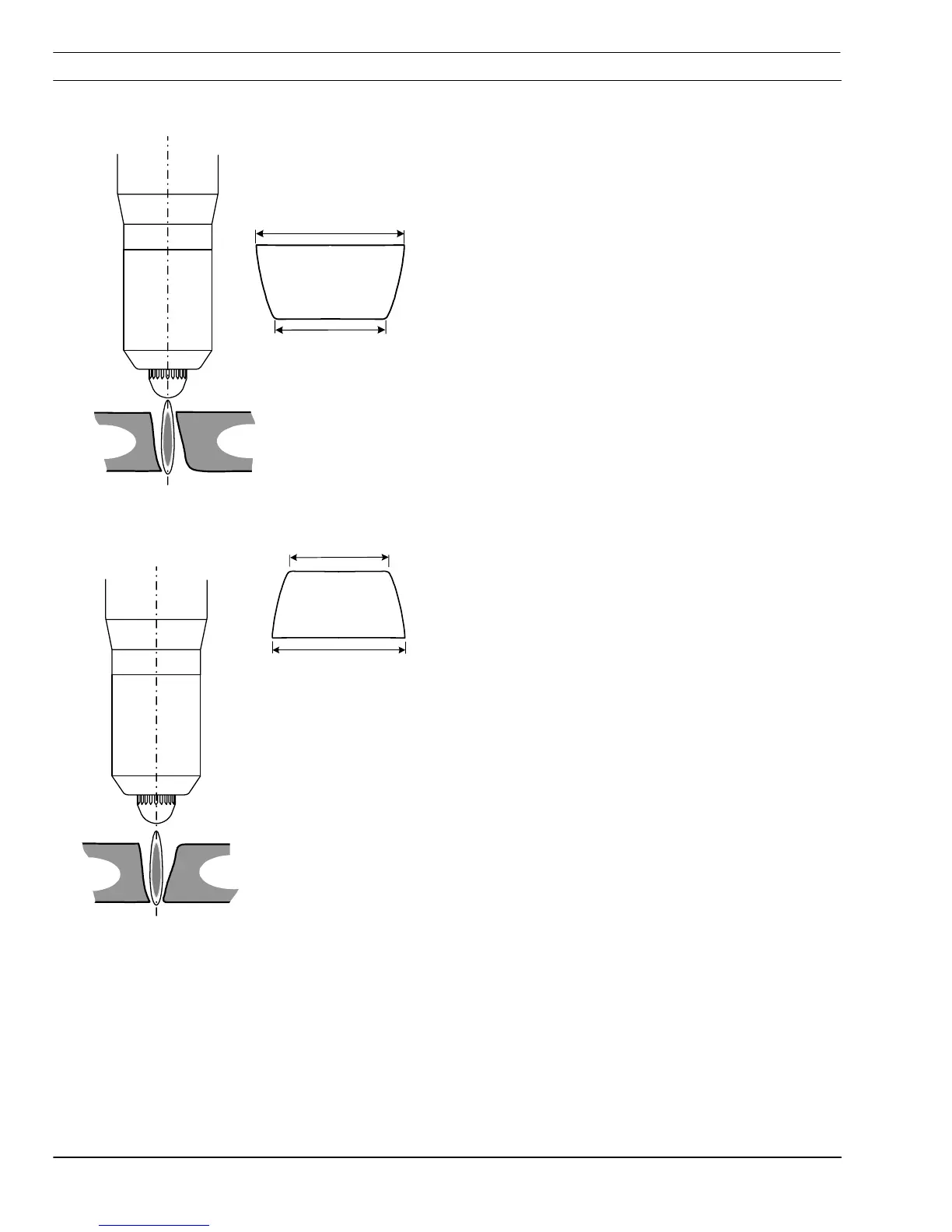
4.5.2 Cut Angle
Part
Drop Part
Negative Cut Angle
Top dimension is greater than the bottom.
· Misaligned torch
· Bent or warped material
· Worn or damaged consumables
· Standoff low (arc voltage)
· Cutting speed slow (machine travel rate)
Part
Drop
Part
Positive Cut Angle
Top dimension is less than the bottom dimension.
· Misaligned torch
· Bent or warped material
· Worn or damaged consumables
· High standoff high (arc voltage)
· Cutting speed fast
· Current high or low. (See process data for
recommended current level for specific nozzles).
· Wrong secondary gas flow.