ESTUN AUTOMATION Proprietary
Table 3-1 The description of the parameters on Constant page
Parameter Description
Language Select a desired language for the pages.
Unit
Select a desired length scale for the dimensions.
E300 can convert the current dimensions automatically when you change this parameter.
Count Mode
Select a desired stock count mode.
To select Cnt Up, the stock counter in production mode is increased by 1 after each
product cycle.
To select Cnt Down, the stock counter in production mode is decreased by 1 after each
product cycle. When the counter has reached 0, the control is stopped.
Down counting can be useful if a pre-planned quota must be produced. Up counting could
be used to give a report on production progress.
Wait Retract
In the case of a retract, let the Y-axis wait until the retract is finished.
To select Yes, when the Y-axis reaches the clamping point, the Y-axis is stopped and the
retract is started. When the retract is completed, the Y-axis moves on.
To select No, the retract is started when the Y-axis passes the clamping point, the Y-axis
does not stop.
System Time
Set to a proper time for the system. The format is yyyy/MM/dd HH:mm:ss.
For example, 2015/11/23 14:51:00.
Decompression Time
Set the duration for the decompression process. This parameter affects the time for tuning
ON the valve of Decmp.
Set Change Time Set a waiting time for entering next step when the previous step is completed.
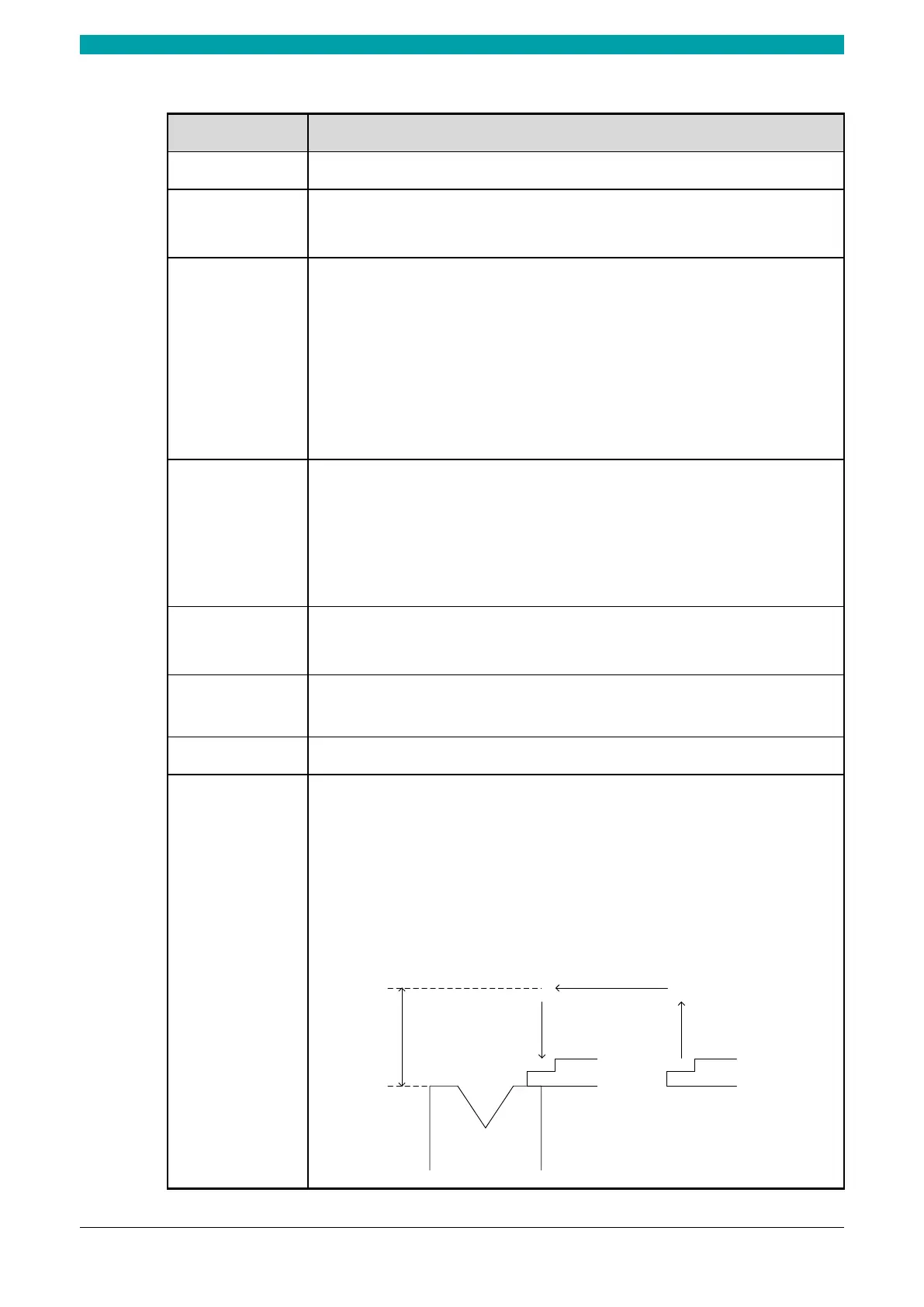
Intermediate R
Temporary position for the R-axis, to avoid collision as a result of movement of the X-axis.
The value 0 disables this functionality. When programmed not equal to zero this position
will be active when the X-axis has to move inside the safety zone of the die.
The sequence will be as follows:
a. The R-axis is moved to the intermediate position;
b. then the X-axis is moved to its intended position;
c. finally the R-axis is moved to its intended position.
New Position
Old Position
Intermediate R
for X-movement
X-movement
 Loading...
Loading...
