59
EN-US
NOTE!
The power source regulates the duty cycle parameter "dcY" and the base current "I-
G" according to the set pulse frequency.
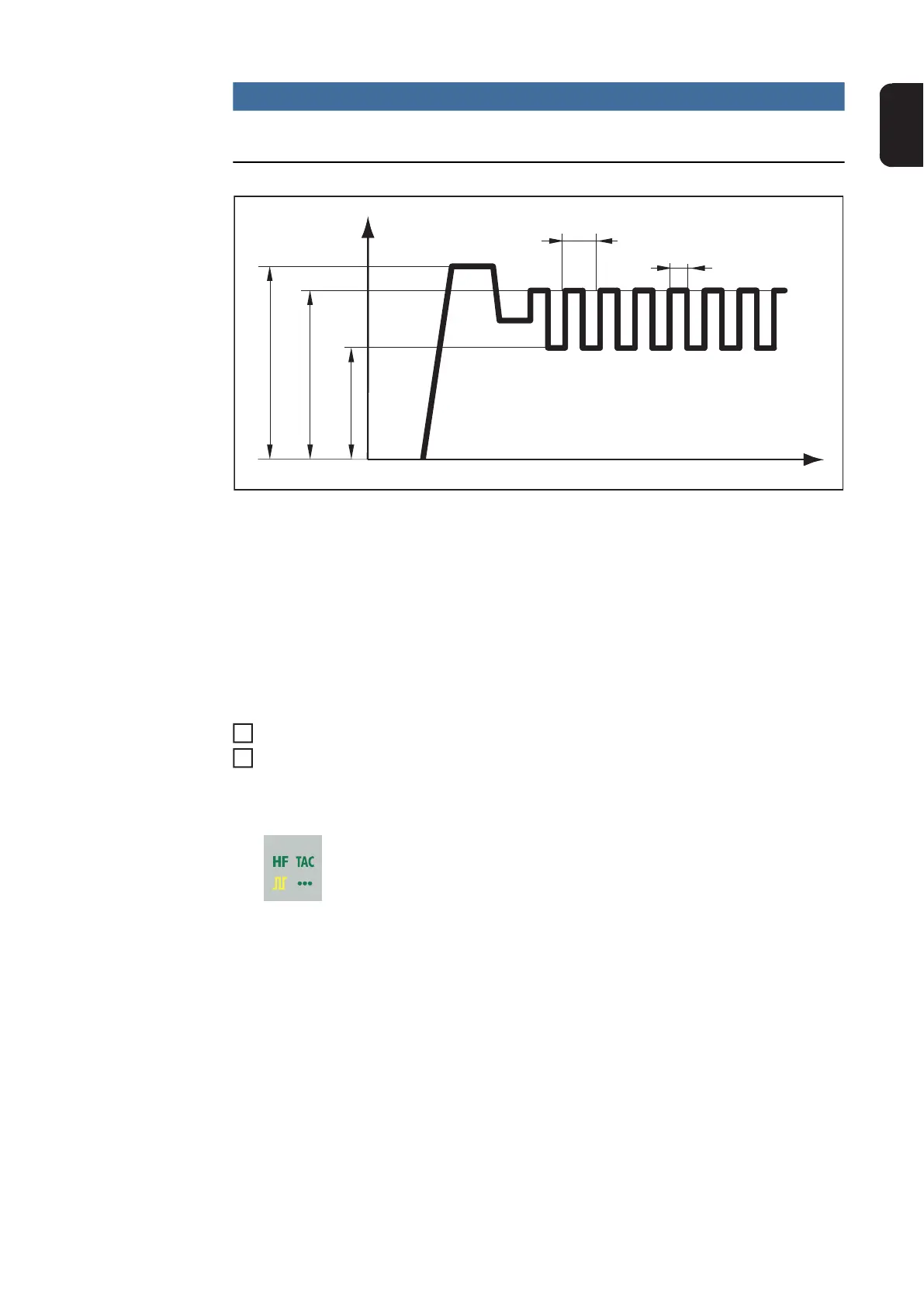
Pulse welding - welding current progression curve
Adjustable parameters:
F-P Pulse frequency (1/F-P = Time between two pulses)
- SoftStart / HotStart
Fixed parameters:
I-G Base current
dcY Duty cycle
Using pulse welding:
Select manual metal arc welding operating mode
Set the parameter "F-P" in the Setup menu to a value between 0.2 and 990 Hz
The pulsing special display illuminates on the control panel of the power source.
I-P
I-G
I
t
SoftStart / HotStart
dcY
1/F-P
1