48
NOTE!
All parameter set values that are set using the selection dial are saved until their
next alteration.
This applies even if the power source is switched off and on again.
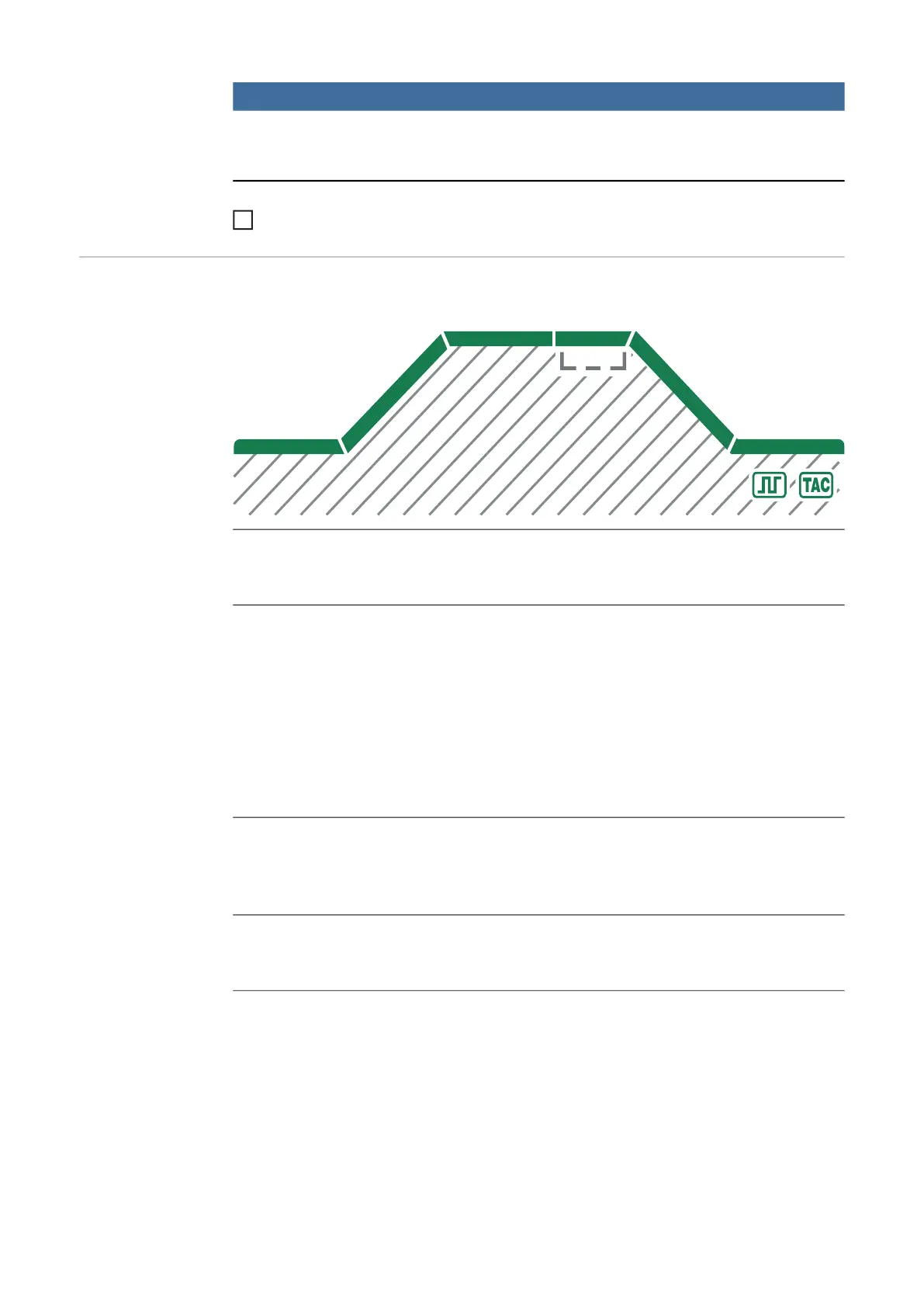
Commence welding process (ignite arc)
Welding parame-
ters
I
S
Starting current
1 - 200% of the main current I
1
Factory setting 35%
t
up
UpSlope
Off / 0.01 - 9.9 s
Factory setting: 0.5 s
IMPORTANT! The UpSlope t
up
is saved separately for the following operating
modes:
- 2-step mode
- 4-step mode
- When the "Trigger" setup parameter is set to "oFF"
- When a foot-operated remote control has been connected
I
1
Main current
10 – 170 A ... TT 170
10 – 210 A ... TT 210
Factory setting: 100 A
I
2
Lowering current (only in 4-step mode)
1 - 200% (of the main current I
1
)
Factory setting: 50%
t
down
DownSlope
Off / 0.01 - 9.9 s
Factory setting: 1.0 s
IMPORTANT! The DownSlope t
down
is saved separately for the following operating
modes:
- 2-step mode
- 4-step mode
- When the "Trigger" setup parameter is set to "oFF"
10
I
S
t
up
I
1
t
down
I
E
I
2