7
Abb. 7 Ausführung mit Brenner-Zentralanschluß GWZ: Anschlüsse an der
Geräte-Frontseite
LED-ANZEIGE "HOLD"
l ermöglicht eine nachträgliche Kontrolle der Schweißpara-
meter
l leuchtet nach Istwertspeicherung (Prozeßende)
l Anzeige des Mittelwertes an den Digitalanzeigen , (vor
Ende eines Schweißvorganges gemessene Werte für
Schweißstrom und -spannung)
l Funktion bei Verwenden des Fußfernreglers und bei Pulsen
bis 20Hz nicht gegeben
Möglichkeiten zum Löschen der HOLD-Funktion
l Brennertasterwippe in der Schweißpause betätigen
l Gerät aus- u. wiedereinschalten
l Hauptstrom-Regler in Schweißpause verstellen
l Funktionswahltaste umschalten
l bei jedem neuen Schweißstart
LED-ANZEIGE FÜR WIG-PULSSCHWEISSEN
l Sobald der WIG-Pulsfernregler TR 50mc angeschlossen ist,
blinkt die LED
(Kapitel „WIG-Pulsfernregler TR 50mc“)
HAUPTSTROM-REGLER I
H
= Schweißstrom
l stufenlose Einstellung im Bereich von 2-140 A EL, bzw. von
2-160 A bzw. 170 A WIG
l LED-Anzeige leuchtet (nur bei Betriebsart Elektrode)
l digitales Amperemeter zeigt den Strom-Sollwert bereits im
Leerlauf an, schaltet danach auf Istwert-Anzeige um
Sollwert ð gewünschter Schweißstrom
Istwert ð tatsächlicher Schweißstrom
ENDKRATERSTROM I
E
l nur im 4-Taktbetrieb möglich
l prozentuelle Einstellung des Hauptstromes
Bei Betätigung des Endkraterstrom-Potentiometers wird
für 3 Sekunden der eingestellte Wert angezeigt
l Absenkung des Schweißstromes auf den Endkraterstrom
über die Brennertasterwippe
l LED-Anzeige leuchtet
Folgende Parameter sind vorgegeben:
l Gasvorströmzeit ............................. 0,4 Sek.
l Suchlichtbogen ............................... 29% des I
H
l Up-Slope ......................................... 1,0 Sek.
l Gasnachströmzeit stromabhängig .. 5-15 Sek.
Sie können diese Parameter jedoch im Progammenü abän-
dern.
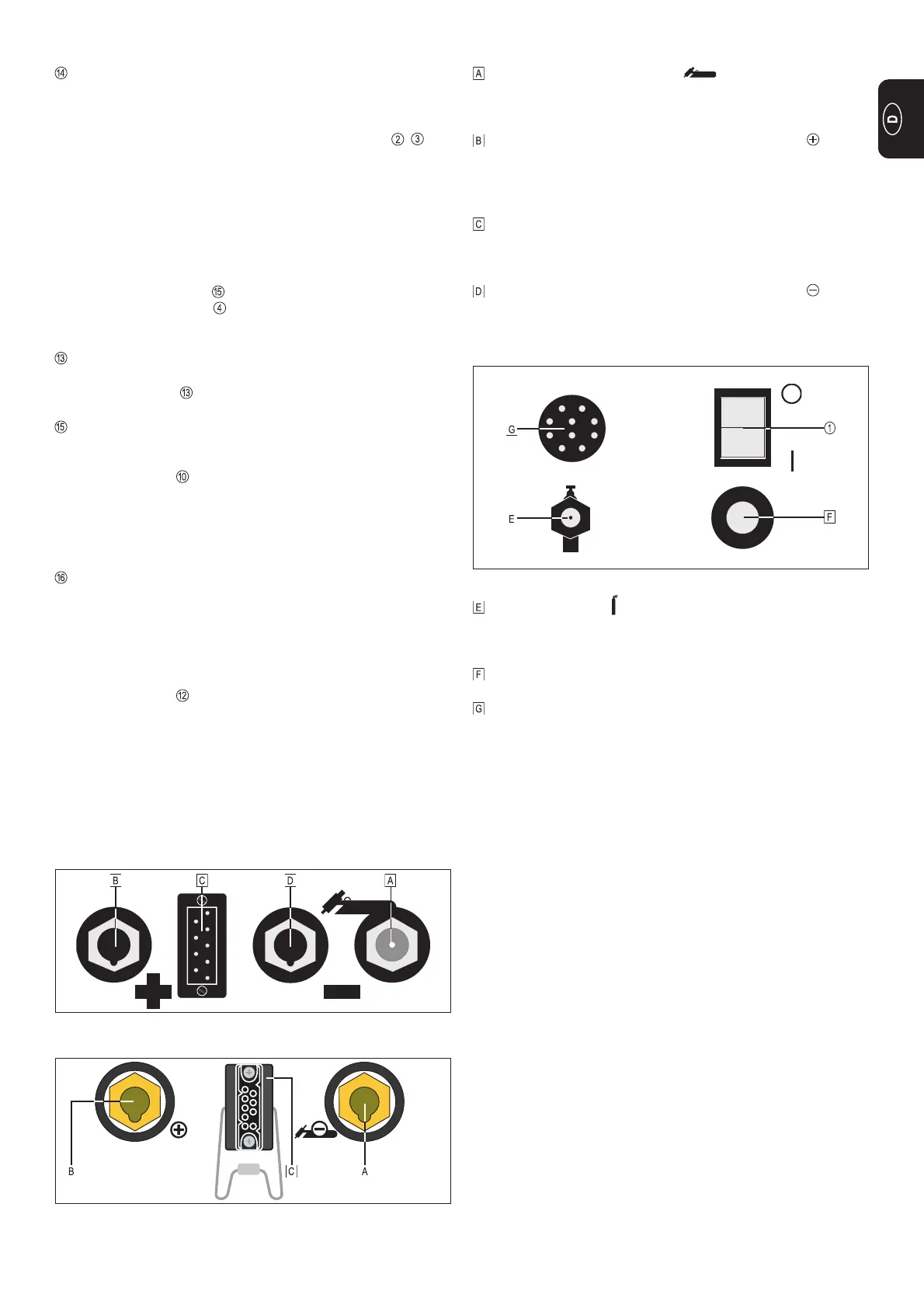
Abb. 8 Geräte-Rückseite
GASANSCHLUSS
l Anschlußmutter des Gasschlauches auf das Anschlußstück
aufschrauben und festziehen
NETZKABEL MIT ZUGENTLASTUNG
ANSCHLUSSBUCHSE FÜR FERNREGLERBETRIEB
l Stecker des Fernreglerkabels seitenrichtig einstecken und
mit Überwurfmutter fixieren
l gewünschten Schweißstrom direkt am Fernregler einstellen
l automatische Fernreglererkennung
l bei Beschädigung des Fernreglerkabels gewährleistet die
kurzschlußfeste Versorgungsspannung der Fernregler
Schutz für die Elektronik
WIG-BRENNERANSCHLUSS
l zum Anschluß der Gas-Strom-Versorgung des Schweiß-
brenners
STROMBUCHSE MIT BAJONETTVERSCHLUSS
l als Massekabelanschluß bei der WIG-Schweißung
l zum Anschluß des Handelektroden -bzw. des Massekabels
bei der Elektrodenhandschweißung je nach Elektrodentype
BRENNER-STEUERSTECKDOSE
l Steuerstecker des Schweißbrenners einstecken und verrie-
geln
STROMBUCHSE MIT BAJONETTVERSCHLUSS
l nur bei Brenner-Zentralanschluß GWZ
l zum Anschluß des Handelektroden - bzw. des Massekabels
bei der Elektrodenhandschweißung je nach Elektrodentype
Abb. 7a Ausführung mit Fronius Brenner-Zentralanschluß F: Anschlüsse an der
Geräte-Frontseite
 Loading...
Loading...





