4
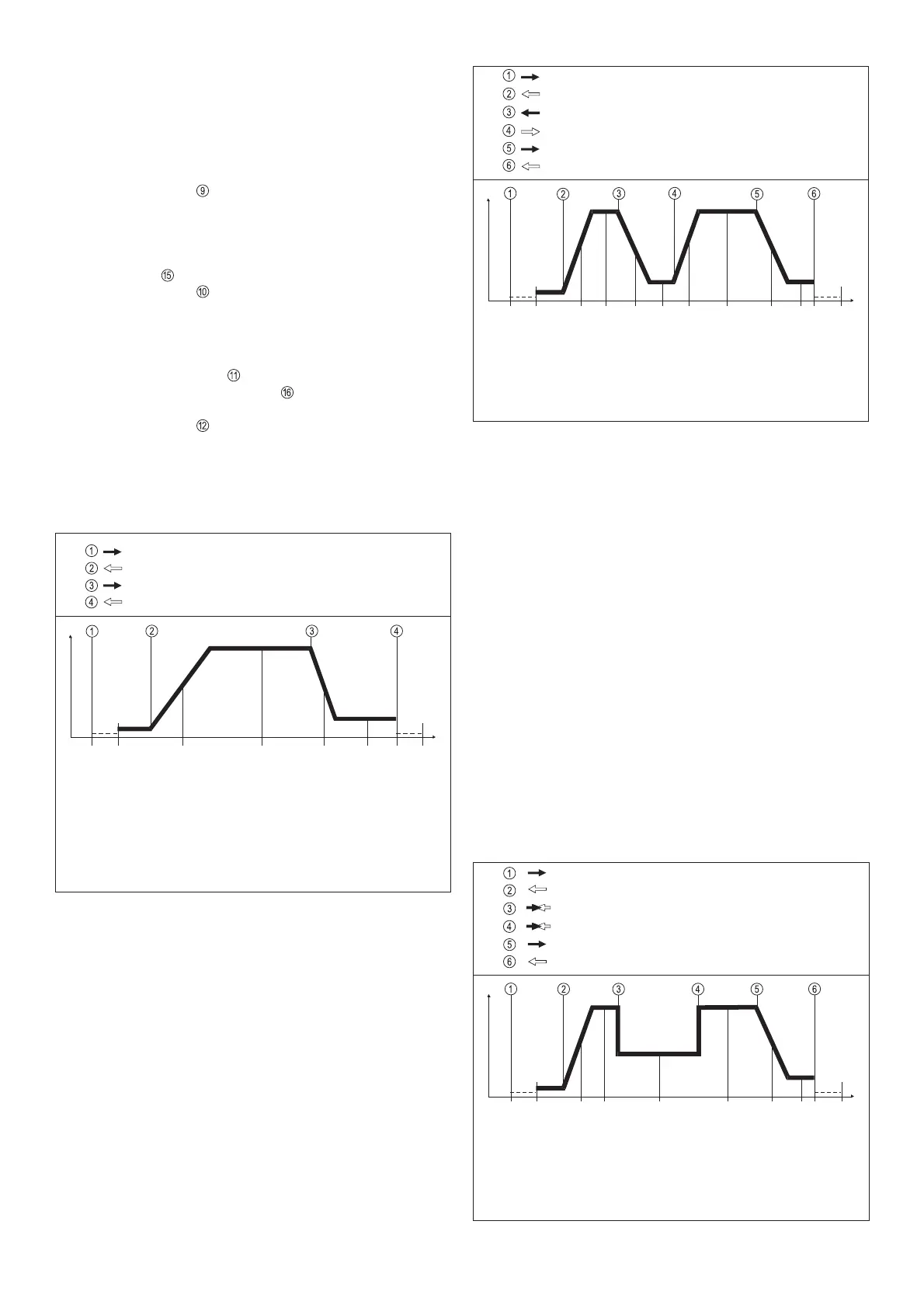
Démarrage du cycle
Temps de prédébit de gaz
Augmentation de courant
suivant Up-Slope
Diminution de courant
suivant Down-Slope
Temps de postdébit de gaz
Termination de soudage
Courant de cratère final
Retirer la bascule de la gâchette du pistolet et la maintenir retirée
Lâcher la bascule de la gâchette du pistolet
Lâcher la bascule de la gâchette du pistolet
Amorçage de l´arc électrique
à courant d´arc chercheur I
S
Soudage à courant
principal réglé I
H
Fig. 4 Séquence de fonctionnement au mode de fonctionnement à 4 temps -
sans baisse temporaire
Retirer la bascule de la gâchette du pistolet et la maintenir retirée
I
S
I
H
I
E
I
t
Important!
l La réduction de courant sans interruption de la séquence de
soudage est possible seulement avec courant principal
activé
l Pas d´amorçage avec avance erronée de la bascule de la
gâchette du pistolet en marche à vide
Mode de fonctionnement spécial à 4 temps - variante I
(fig.5)
l Permet l´appel du mode de fonctionnement à 4 temps avec
torches TIG sans fonction de gâchette double
l Baisse temporaire au courant réduit I
3
(réglage cf. chapitre
„Travail avec les niveaux de programme“)
Possibilité de réduction du courant de soudage du courant
principal au courant réduit I
3
et retour sans interrompre la
séquence de soudage
l Au niveau de programme "NIVEAU DE PRÉRÉGLAGE ---"
(chapitre „Travail avec les niveaux de programme“), pa-
ramètre I3, vous pouvez régler le courant réduit I
3
en % du
courant principal I
H
l Au niveau de programme "NIVEAU RÉGLAGES (chapitre
„Travail avec les niveaux de programme“), paramètres TIG
le réglage de SFS doit être sur "1"
Mode de fonctionnement à 4 temps - avec baisse temporaire
(fig.4a)
l Appel par la torche TIG avec fonction à gâchette double
l Baisse temporaire au courant réduit I
E
:
- Possibilité de réduction du courant de soudage du courant
principal au courant réduit I
E
et retour sans interrompre la
séquence de soudage
l Au niveau de programme "NIVEAU RÉGLAGES (chapitre
„Travail avec les niveaux de programme“), paramètres TIG
le réglage de SFS doit être sur "OFF"
Appuyer en avant et maintenir la bascule de la gâchette du pistolet
Lâcher la bascule de la gâchette du pistolet
Lâcher la bascule de la gâchette du pistolet
Retirer de nouveau et maintenir la bascule de la gâchette du pistolet
I
S
I
H
I
E
I
t
Retirer la bascule de la gâchette du pistolet et la maintenir retirée
Lâcher la bascule de la gâchette du pistolet
I
E
I
H
Démarrage du cycle
Temps de prédébit de gaz
Augmentation de courant
suivant Up-Slope
Diminution de courant
suivant Down-Slope
T. de postdébit de gaz
Termination de soudage
Courant de cratère final
Amorçage de l´arc
électrique à courant d´arc
chercheur I
S
Soudage à courant
principal réglé I
H
Augmentation de courant
suivant Up-Slope
Diminution de courant
suivant Down-Slope
Soudage à courant
principal réglé I
H
Courant de cratère final
Fig. 4a Séquence de fonctionnement au mode de fonctionnement à 4 temps -
variante I - avec baisse temporaire
Appuyer brièvement sur la bascule de la gâchette du pistolet
Appuyer brièvement sur la bascule de la gâchette du pistolet
Lâcher la bascule de la gâchette du pistolet
Retirer la bascule de la gâchette du pistolet et la maintenir retirée
I
S
I
H
I
3
I
t
Retirer la bascule de la gâchette du pistolet et la maintenir retirée
Lâcher la bascule de la gâchette du pistolet
I
E
I
H
Démarrage du cycle
Temps de prédébit de gaz
Augmentation de courant
suivant Up-Slope
T. de postdébit de gaz
Termination de soudage
Soudage au courant
réduit réglé I
3
(Setup)
Amorçage de l´arc
électrique à courant d´arc
chercheur I
S
Soudage à courant
principal réglé I
H
Diminution de courant
suivant Down-Slope
Soudage à courant
principal réglé I
H
Courant de cratère final
Fig. 5 Séquence de fonctionnement au mode de fonctionnement spécial à 4
temps - variante I
Fig. avec baisse temporaire
Séquence de fonctionnement (fig.4):
1. Retirer et maintenir retiré la bascule de la gâchette du
pistolet
l La période de prédébit de gaz se déroule
l L´arc électrique s´amorce à la valeur réglée de courant
d´arc chercheur I
s
(pour l´amorçage HF; HF déconnecte
automatiquement après l´amorçage)
l L´indication DEL est allumée
2. Lâcher la bascule de la gâchette du pistolet
l Le courant monte pendant la période réglée (Up-Slope)
jusqu´à la valeur du courant principal réglé I
H
(régulateur ).
l L´indication DEL est allumée
3. De nouveau retirer et maintenir retiré la bascule de la
gâchette du pistolet
l Le courant de soudage est réduit pendant la période réglée
(Up-Slope, régulateur
) jusqu´à la valeur de courant de
cratère final régle I
E
(régulateur , remplissage du cratère
final).
l L´indication DEL est allumée
4. Lâcher la bascule de la gâchette du pistolet
l L´arc électrique s´éteint
l La période de postdébit de gaz internement réglée se
déroule
 Loading...
Loading...





