70
Procedure with TransTig power source for switching from MMA DC- welding to MMA
DC+ welding:
a) Move the mains switch to the O position
b) Disconnect the mains plug
c) Reconnect the electrode holder and the earthing (grounding) cable to the oppo-
site current sockets (i.e. swap them over)
d) Plug in the mains plug
e) Move the mains switch to the "I" position
all the indicators on the control panel will briefly light up
Select the desired welding current with the adjusting dial
The welding current value is displayed in the left-hand digital display.
Start welding
Hotstart function To obtain optimum welding results, it will sometimes be necessary to adjust the hotstart
function.
Benefits
- Improved ignition, even when using electrodes with poor ignition properties
- Better fusion of the base material in the start-up phase, meaning fewer cold-shut de-
fects
- Largely prevents slag inclusions
See the "Set-up menu: level 2" section for details on setting the available welding param-
eters.
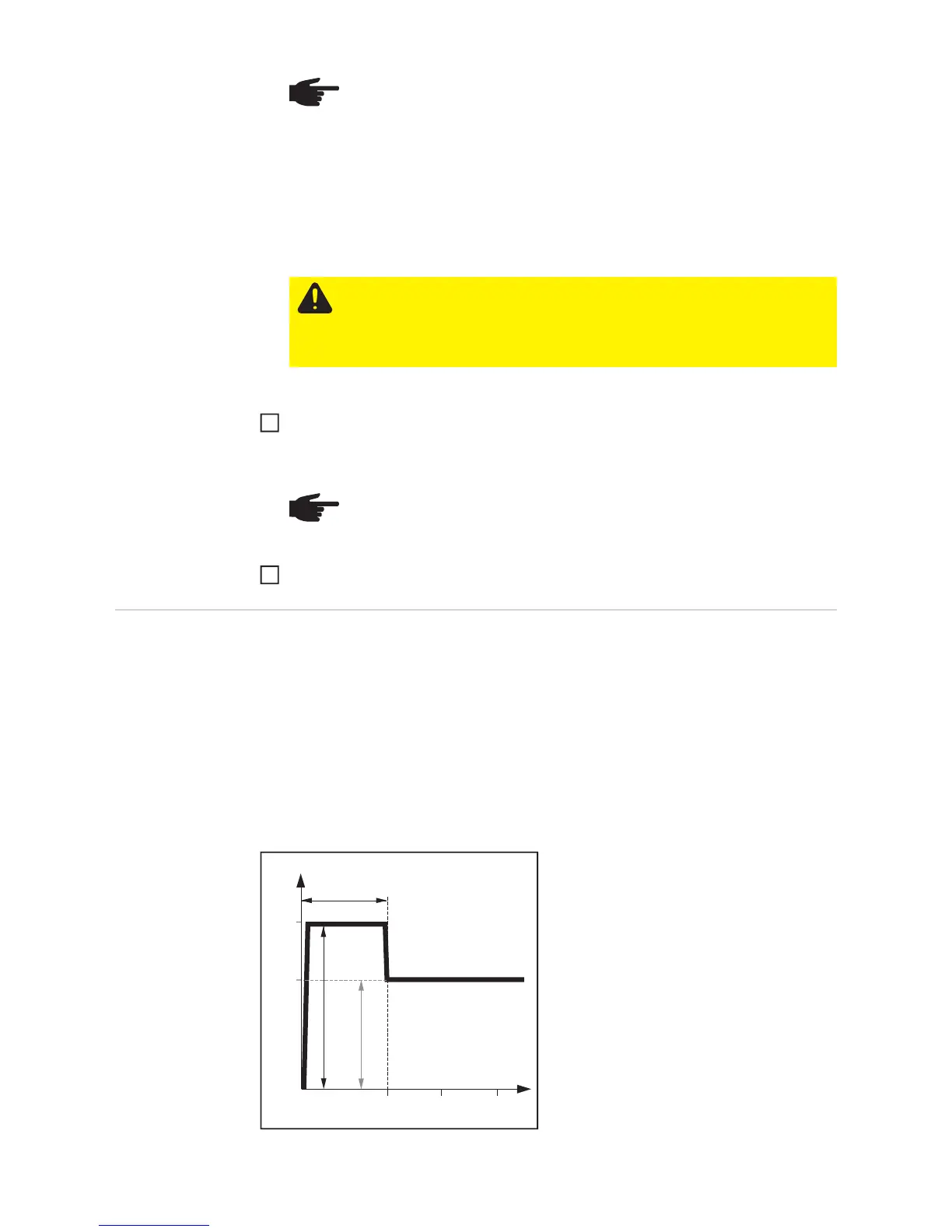
Example of hotstart function
Function:
during the specified hot-current time (Hti),
the welding current I
1
is increased to the
HotStart current HCU.
To activate the hotstart function, the Hot-
Start current HCU must be > 100.
NOTE! The TransTig power source has no switchover facility between the
MMA DC- and MMA DC+ welding processes.
CAUTION! Risk of injury and damage from electric shock. As soon as the
mains switch is in the "I" position, the rod electrode in the electrode holder is
live. Make sure that the rod electrode does not touch any persons or electri-
cally conducting or earthed parts (e.g. the housing etc.).
NOTE! All welding parameter set values that have been set using the adjust-
ing dial remain stored until the next time they are changed. This applies even
if the power source is switched off and on again in the meantime.
3
4
I (A)
t (s)
0,5 1 1,5
Hti
I
1
HCU
100
150
Legend
Hti Hot-current time, 0-2 s, factory
setting: 0.5 s
HCU HotStart current, 0-200%,
factory setting 150%
I
1
Main current = set welding current
 Loading...
Loading...




