Instruction Inter
retation
#A Label
AI1 Wait for input 1
PR 6370 Distance
SP 3185 Speed
BGA Start Motion
AMA After motion is complete
SB1 Set output bit 1
WT 20 Wait 20 ms
CB1 Clear output bit 1
WT 80 Wait 80 ms
JP #A Repeat the process
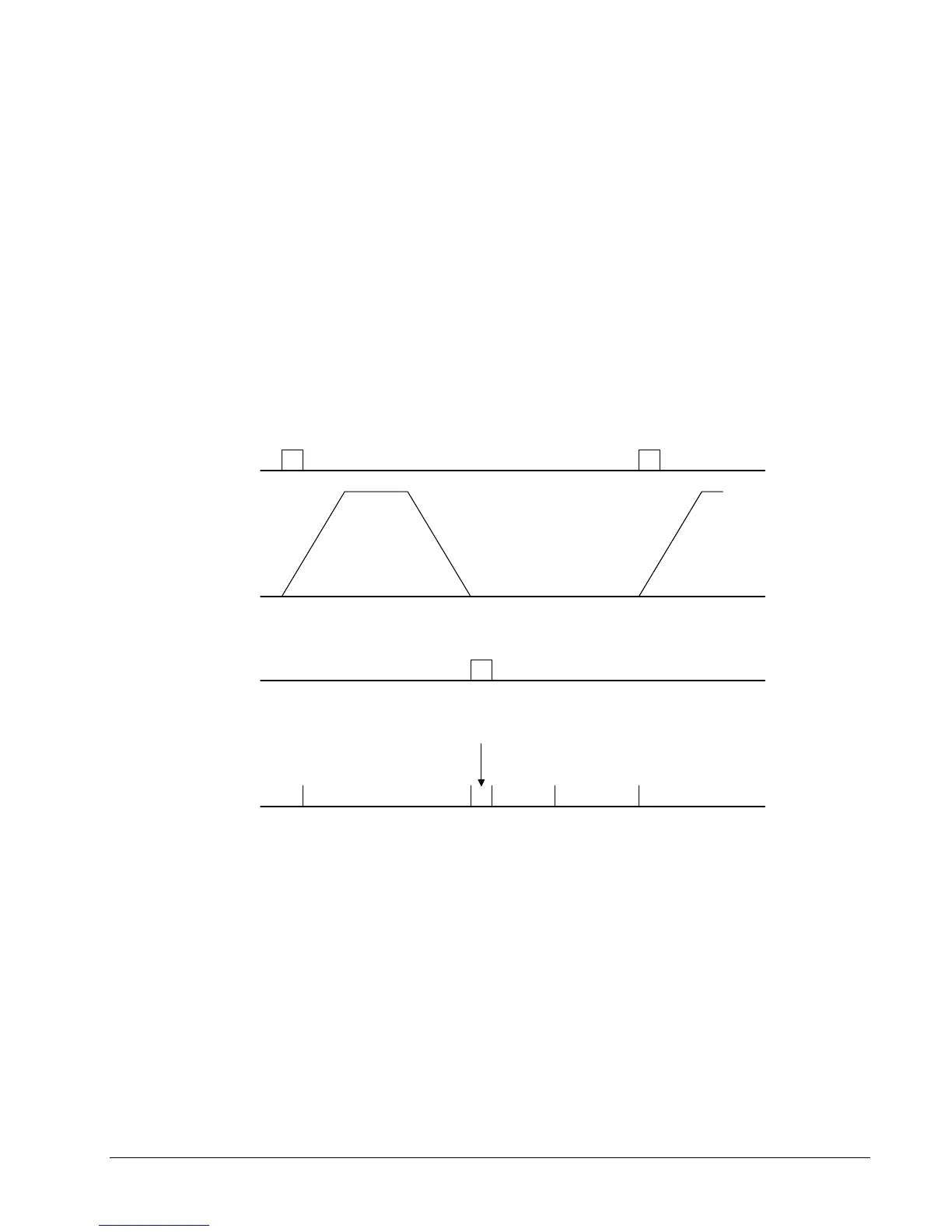
START PULSE I1
MOTOR VELOCITY
OUTPUT PULSE
TIME INTERVALS
move
output
wait ready move
Figure 7.1 - Motor Velocity and the Associated Input/Output signals
A-B Table Controller
An A-B-C system must cut the pattern shown in Fig. 7.2. The A-B table moves the plate while the C-
axis raises and lowers the cutting tool.
The solid curves in Fig. 7.2 indicate sections where cutting takes place. Those must be performed at a
feed rate of 1 inch per second. The dashed line corresponds to non-cutting moves and should be
performed at 5 inch per second. The acceleration rate is 0.1 g.
The motion starts at point A, with the C-axis raised. An A-B motion to point B is followed by
lowering the C-axis and performing a cut along the circle. Once the circular motion is completed, the
C-axis is raised and the motion continues to point C, etc.
Assume that all of the 3 axes are driven by lead screws with 10 turns-per-inch pitch. Also assume
encoder resolution of 1000 lines per revolution. This results in the relationship:
DMC-2X00 Chapter 7 Application Programming y 165