CDM 3201 Order No. BA 92-12-3321A Issue 19.09.08 45
5.7.3 Charging Monitoring (Ready)
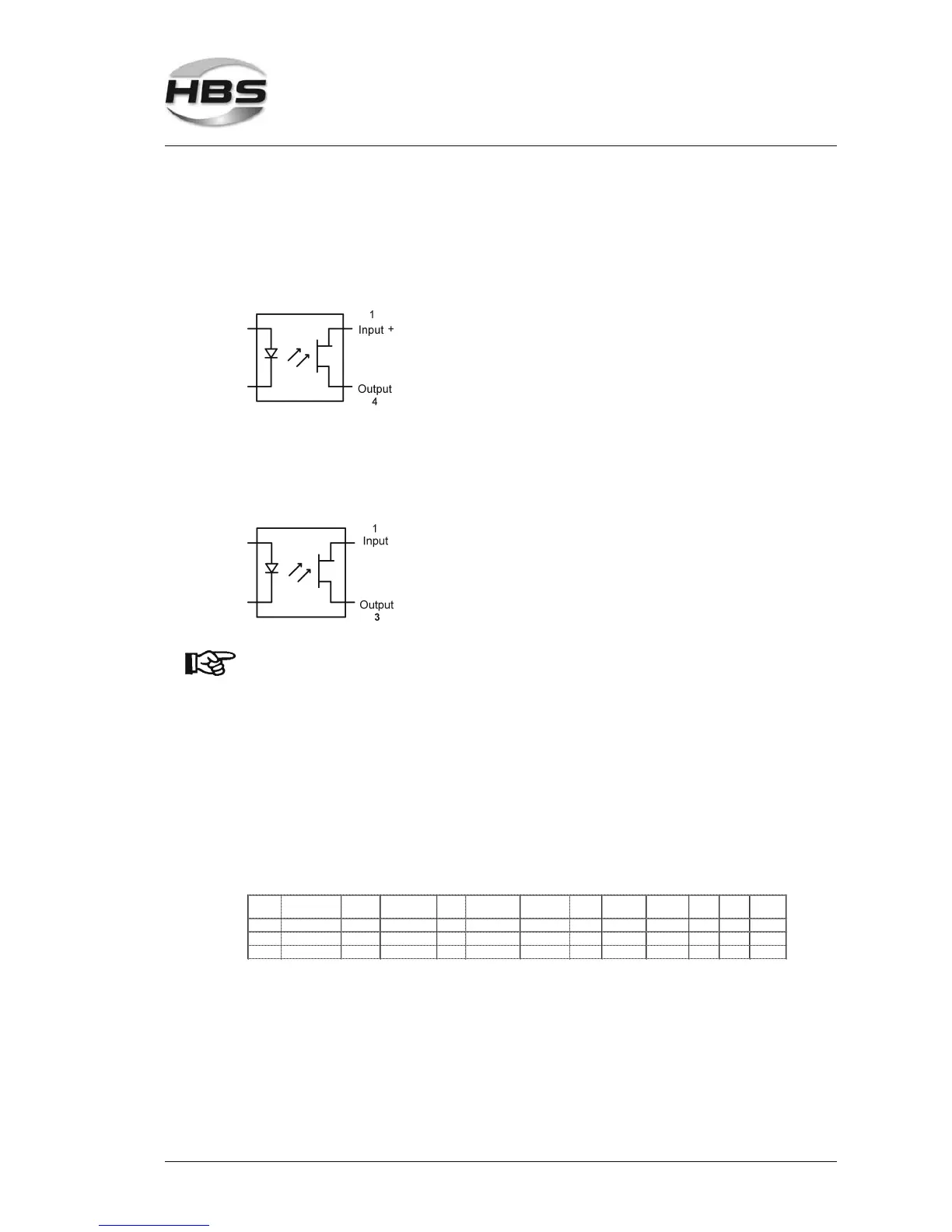
A charging monitoring is provided to carry out an optimum control of the time sequence
of PLC machines. If the power unit is ready for welding, a transistor will be switched on
(control sleeve, 4 poles, Pin 1; 4).
Operating voltage 24 V DC
Current capacity max. 50 mA
5.7.4 Contact
To control the sequence of PLC machines at best, an external contact inquiry is provided
between workpiece and welding head. If contact is signalled, the transistor is switched
on (control sleeve 3 poles, Pin 1; 3).
Operating voltage 24 V DC
Current capacity max. 50 mA
Operation of the automatic welding head KAH 412 (see opera-
ting manual).
5.7.5 RS232 Interface
Via the serial interface of the power unit, the actually recorded data can be output for
a potential storage in ASCII format.
A data cable is required which can be ordered as a consumable at HBS
(order no. 80-70-308).
Example for data output at serial output (e.g. Microsoft® Hyper Terminal)
Output serial interface CDM units
No. Date Time
Prg./
Libr.-Mode
Prg.-
No.
Charging
voltage
Capacity Mode Lock Range
Ref.-
PAF
PAF Status
52 20.03.2004 09:30 PRGM P1 150V 1 R ON 5 3500 3612 OK
53 20.03.2004 09:31 PRGM P1 150V 1 R ON 5 3500 4100 ERR
54 20.03.2004 09:32 PRGM P1 150V 1 R ON 5 3500 3246 OK
This data collection can be evaluated by a terminal program (e.g. Hyper Terminal) (see
appendix: Hyper Terminal).
Connection settings of the serial interface at a PC or notebook:
Bits per second: 19.200
Data bits: 8
Parity: none
Stop bits: 1
5 Stud Welding Procedure
5.7 Welding Procedure