46 CDM 3201 Order No. BA 92-12-3321A Issue 19.09.08
5.8 Checking the Quality of the Weld
You can check the quality of the weld by means of a visual inspection and a bending
test.
See also actual standards in the appendix “Arc stud welding of
metallic materials“, in section irregularities and corrective
actions
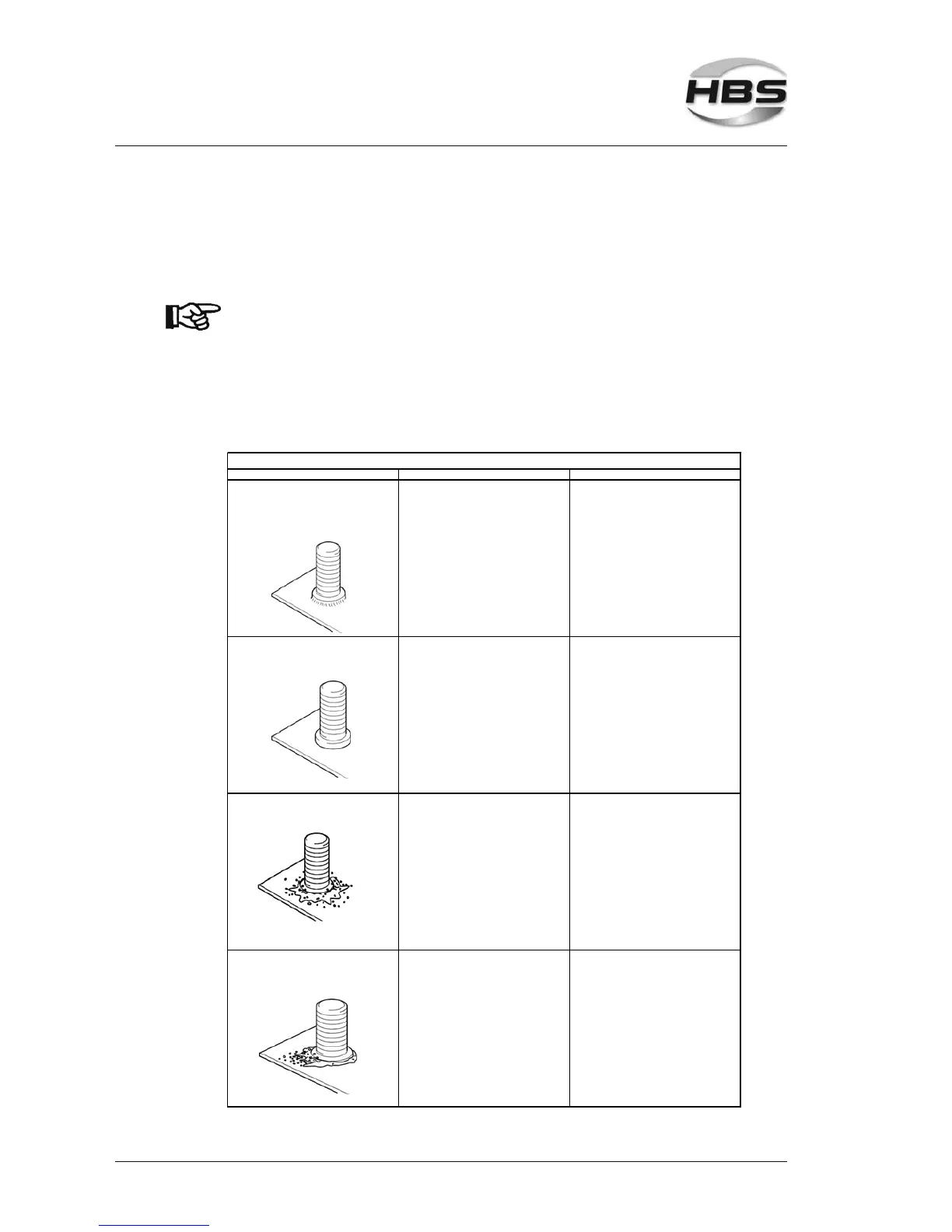
5.8.1 Visual Inspection
A visual inspection must be carried out with each welding element.
Condition Possible cause Corrective actions
Good welded joint
Low spatters around the weld
without outer flaws
The weld pool forms a collar around
the flange of about 1 - 1,5 mm
- Correct parameters - None
Cold weld pool
Gap between flange and workpiece
- Heat input too low
- Plunging speed too low
- No sufficient backing of workpiece
- Increase charging voltage
- Adjust plunging speed correctly
- Provide sufficient backing
Hot weld pool
Many spatters around the weld
- Heat input too high
- Plunging speed too low
- Reduce charging voltage
- Increase plunging speed
One-sided weld pool
One-sided spatter collar
Weld pool came out on one side
- Arc blow effect
- Unsymmetric ground connection
- Welding gun put at an angle
- Take care for s ymmetrical ground
connection
- Put welding gun vertically to the workpiece
Visual Inspection
5 Stud Welding Procedure
5.8 Checking the Quality of the Weld