CDM 3201 Order No. BA 92-12-3321A Issue 19.09.08 35
Setting the library mode
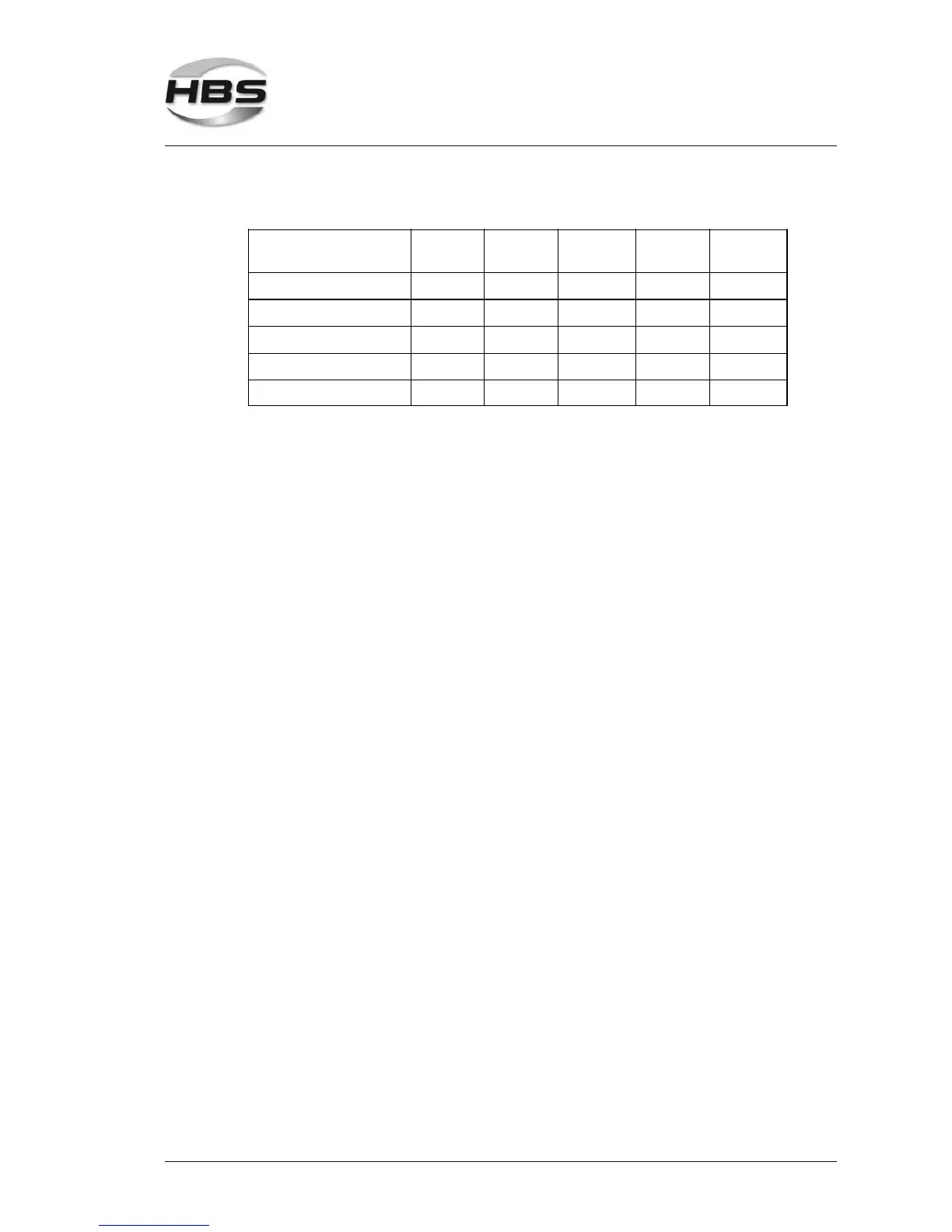
Material
Diameter
M3
Diameter
M4
Diameter
M5
Diameter
M6
Diameter
M8
S235 80 V 100 V 130 V 170 V 220 V
S235 + Zn 100 V 130 V 190 V 220 V
1)
1.4301 60 V 90 V 120 V 160 V 220 V
AlMg3 70 V 100 V 130 V 160 V
1) 2)
CuZn37 60 V 70 V 120 V 180 V
1)
Preset values (guidelines) of library mode
1)
Only possible with use of a stronger power source
2)
Check by trial welds
5.6.4 Setting the Controls
Process sequence control (PAF)
To be able to assess the welding procedure during welding, the present values are used
to calculate the PAF value (PAF = Process Analysis Factor). A calculation of the PAF
is carried out by a special algorithm which is stored in the micro-controller. This system
of process monitoring does not require any special welding guns and/or additional
measurement cables.
During welding the reference part, the micro-controller determines the PAF reference
value. This is the average value of eight subsequent welding processes.
During standard operation, the current PAF value is compared with the reference PAF
value. If the value out of the set tolerance range, the system indicates and displays a
deviation via the LED´s. You can lock the system after indication of a deviation.
You can manually enter a PAF value. This value must be determined by 8 reference
welds. In this way, the PAF value can be stored for different program sequences. It is
possible to store an individual PAF value for each stud/lot dimension and to carry out
a process monitoring.
5 Stud Welding Procedure
5.6 Switching on the Power Unit