IT 1002 Order No BA 93-66-1206 Issue 03.11.08 33
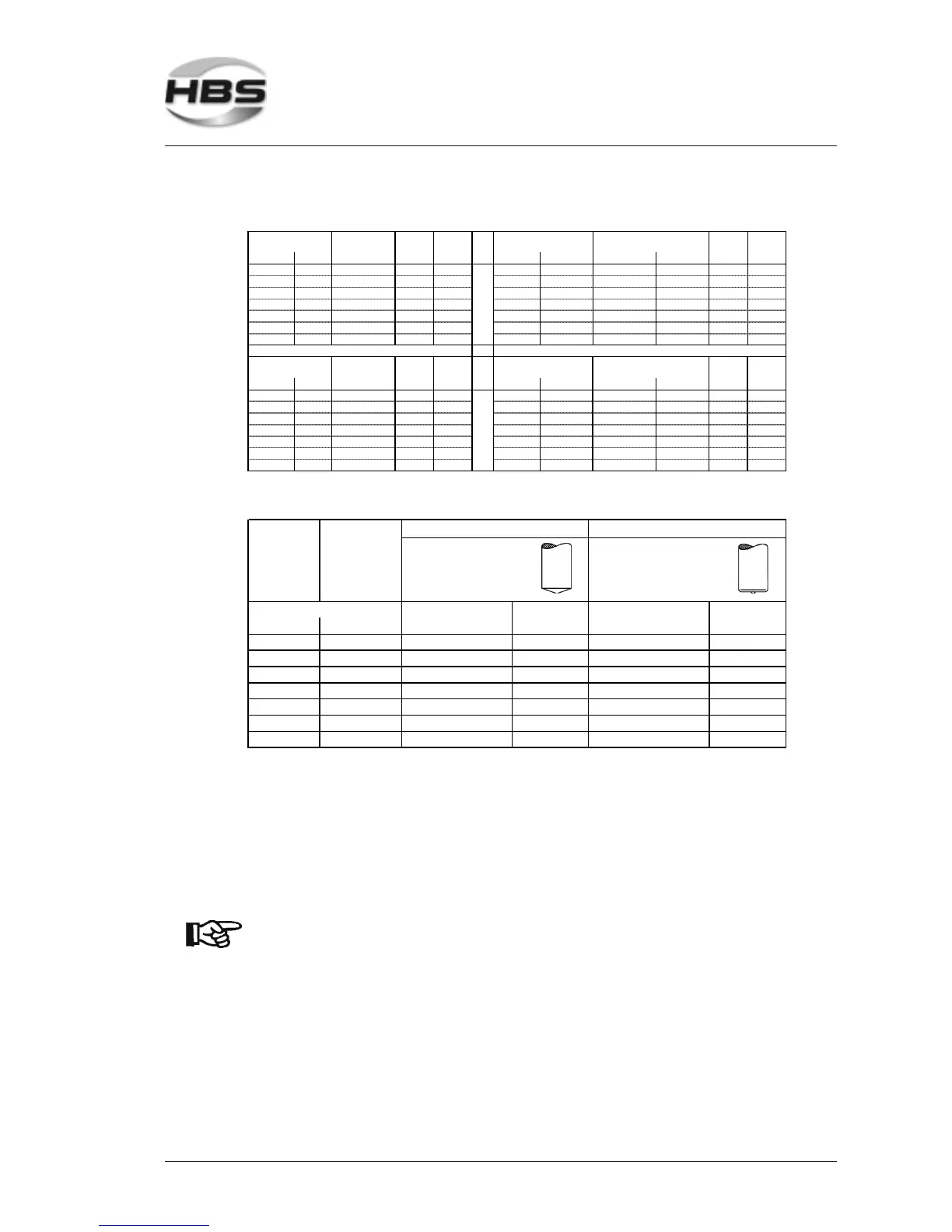
Setting of power unit *)
eff. Diameter
(mm/inches)
Welding
current A
Welding
time (ms)
Welding
current A
Welding
time (ms)
(metric) (imperial) (metric) (imperial) (metric/mm) (imperial)
M3 1/8" not standardized - - 3 #4 or 12 gage 3 #4 or 12 gage 240 60
M4 5/32" not standardized - - 4 #8 4 #8 320 80
M5 3/16" not standardized - - 5 #10 or 3/16" 5 #10 or 3/16" 400 100
M6 1/4" 4,7/0.19 380 100 6 1/4" 6 1/4" 480 120
M8 5/16" 6,2/0.24 500 130 8 5/16" 8 5/16" 640 160
M10 3/8" 7,9/0.31 640 160 10 7/16" 10 7/16" 800 200
M12 1/2" 9,5/0.37 760 190 12 1/2" 12 1/2" 960 240
eff. Diameter
(mm/inches)
Welding
current A
Welding
time (ms)
Welding
current A
Welding
time (ms)
(metric) (imperial) (metric) (imperial) (metric/mm) (imperial)
M3 1/8" not standardized - - M3 1/8" 4 #8 400 60
M4 5/32" not standardized - - M4 5/32" 5 #10 or 3/16" 500 80
M5 3/16" not standardized - - M5 3/16" 6 1/4" 600 100
M6 1/4" 5,4/0.21 432 108 M6 1/4" 7 0.28" 700 110
M8 5/16" 7,2/0.28 576 144 M8 5/16" 9 0.35" 900 140
M10 3/8" 9/0.35 720 180 M10 3/8" 11 0.43" 1000 190
M12 1/2" 10,9/0.43 872 218 M12 1/2" not standardized - - -
Designation
RD
Designation
UD / Pins
eff. Diameter
Designation
DD
(MD)
Designation
FD
eff. Diameter
Setting of welding gun
Plunging depth Lift Plunging depth Lift
(metric/mm) (imperial)
3 #4 or 12 gage 1,0 1,0 2,5 1,5
4#81,01,02,51,5
5 #10 or 3/16" 1,0 1,0 2,5 1,5
6 1/4" 1,0 1,0 2,5 1,5
8 5/16" 1,0 1,0 2,5 2,0
10 7/16" 1,5 1,5 3,0 2,0
12 1/2" 2,0 2,0 3,0 2,5
Eff. diameter
Preferably under shielding gas Preferably with ceramic ferrule
Welding element with
conical face
Welding element with
conical or
plane face
*)
When welding with shielding gas, a 10% longer time is normally selected.
When welding alloyed steel, a 10% lower current is normally selected.
The given values apply to weldings in the welding position PA. The welding time shall be
reduced for welding in the welding position PC.
In the case of short cycle stud welding, the welding time is less than 100 ms. It depends not
only on the stud diameter, but also on the available current intensity (I[A] = min. 100 x Ø (mm)).
The welding time should be as short as possible in the case of welding without weld pool
protection.
Welding energy is only selected by welding time.
Further notes on
– welding elements
– prestress at installation (tie load) and torque
– material combinations
see appendix and operating manual of the according welding
gun.
5 Stud Welding Procedure
5.5 Determination of Welding Parameters