IT 1002 Order No BA 93-66-1206 Issue 03.11.08 53
5.10 Welding Elements
The stud welding unit must be suitable for welding the welding elements to be used.
Observe the instructions in the operating manuals.
Welding elements are mainly manufactured with the cold formed process.
We recommend the following standard welding elements (see appendix).
Use only welding elements of the same lot. Take particular care
not to mix-up different lots. Slightest variations in geometry of
the welding elements, especially of the ignition tip, require
modified settings of the welding process.
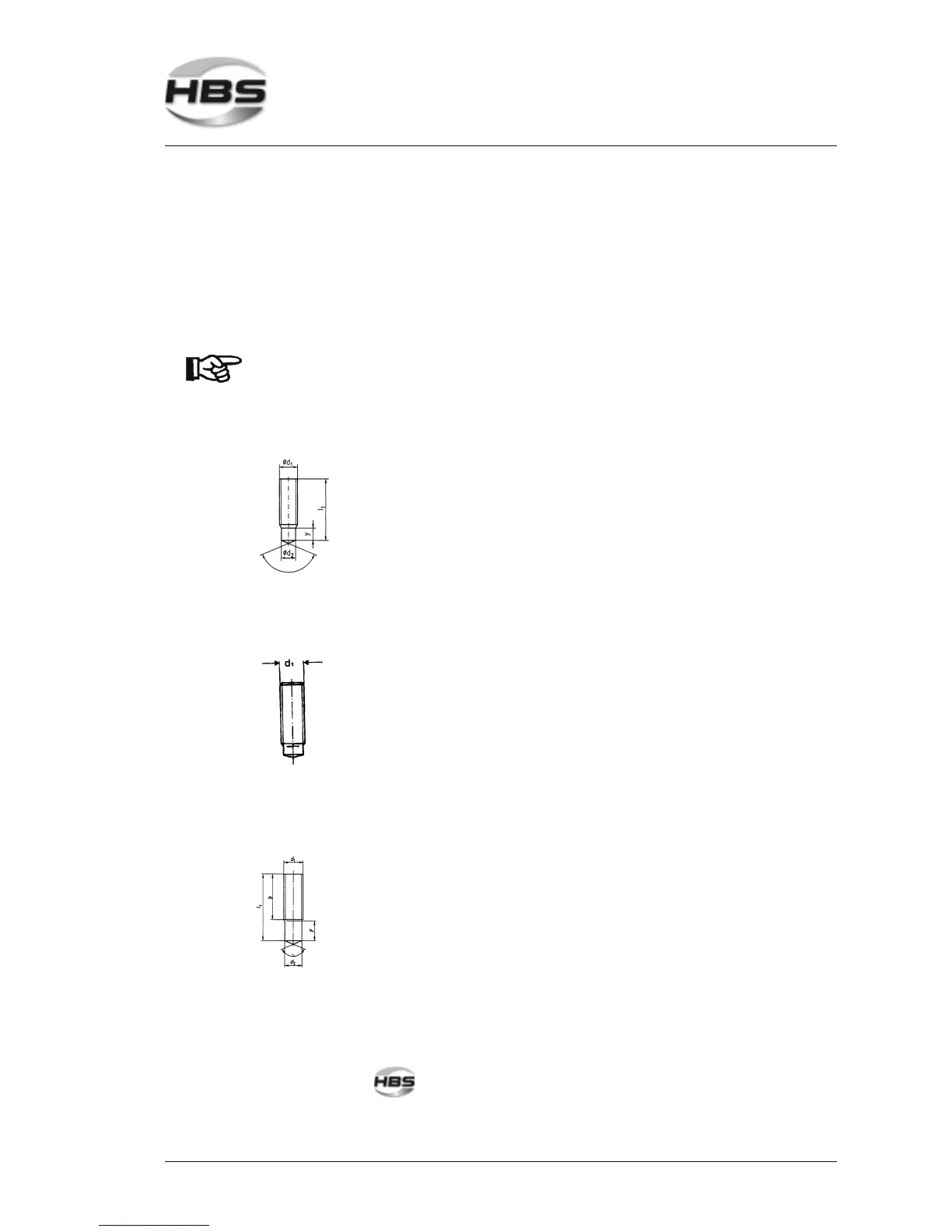
Threaded stud RD (MR) Diameter Length
Ceramic Shielding gas *)
M6 15-40 mm 83-50-006 83-51-006
M8 15-50 mm 83-50-008 83-51-008
M10 20-55 mm 83-50-010 83-51-010
M12 25-60 mm 83-50-012 83-51-012
M16 30-65 mm 83-50-016 83-51-016
Chuck
Materials: S235 / St37.3k (4.8) / 1.4301, 1.4303
Threaded stud DD (MD) Diameter Length
Ceramic Shielding gas *)
M6 15-30 mm 83-50-006 83-51-006
M8 15-50 mm 83-50-008 83-51-008
M10 20-55 mm 83-50-010 83-51-010
M12 25-60 mm 83-50-012 83-51-012
M16 30-65 mm 83-50-016 ---
Chuck
Materials: S235 / St37.3k (4.8) / 1.4301, 1.4303
Threaded stud PD (MP) Diameter Length
Ceramic Shielding gas *)
M6 15-40 mm 83-50-006 83-51-006
M8 20-50 mm 83-50-008 83-51-008
M10 20-160 mm 83-50-010 83-51-010
M12 25-160 mm 83-50-012 83-51-012
M16 30-160 mm 83-50-016 ---
Chuck
Materials: S235 / St37.3k (4.8) / 1.4301, 1.4303
* Please use only welding elements without aluminum ball.
5 Stud Welding Procedure
5.10 Welding Elements