48 IT 1002 Order No BA 93-66-1206 Issue 03.11.08
5.8 Checking the Quality of the Weld
You can check the quality of the weld by means of a visual inspection and a bending
test.
See also actual standards in the appendix “Arc stud welding of
metallic materials“, in section irregularities and corrective
actions.
5.8.1 Visual Inspection
A visual inspection must be carried out with each welding element.
Shape, size, evenness, and color of the weld collar are assessed during a visual
inspection. The length of a welded element should be 2 to 3 mm shorter than before
welding.
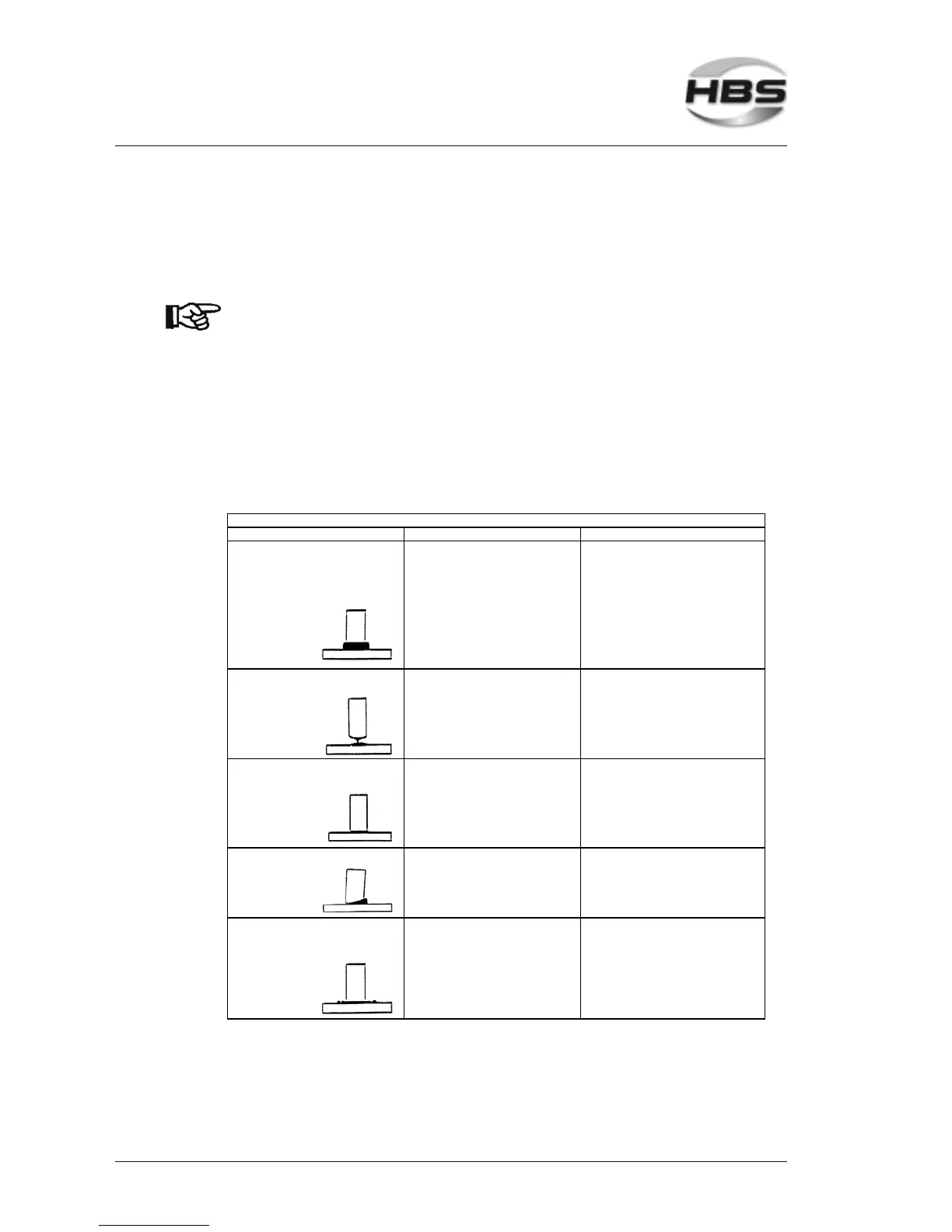
Condition Possible cause Corrective actions
Weld collar ev enly, shiny , and complete
Length of w elding element w ithin tolerance
af ter w elding
- Correct parameters - None
Contraction of w eld collar - Plunging depth or lift too low - Increase plunging depth, check lift and
centering of the ceramic ring
w elding element too long - Welding energy too high
- Ceramic ring not centered correctly
- Decrease current and/or time
- Check centering
Weakly developed, uneven w eld collar w ith
mat s u r f ac e
- Welding energy too low - Increase current and/or time
Welding element too long - Ceramic ring is humid - Rebake ceramic rings in a furnace
Single-sided w eld collar - Arc blow effect - See arc blow effect
Undercut - Ceramic ring not centered correctly - Check centering
Weld collar low , shiny surf ace w ith many
spatters
- Welding energy too high - Decrease current and/or time
Welding element too short - Plunging speed too high - Adjust plunging depth and/or damping factor
Visual Inspection
5 Stud Welding Procedure
5.8 Checking the Quality of the Weld