HEIDENHAIN TNC 426, TNC 430 349
9.6 Programming Examples
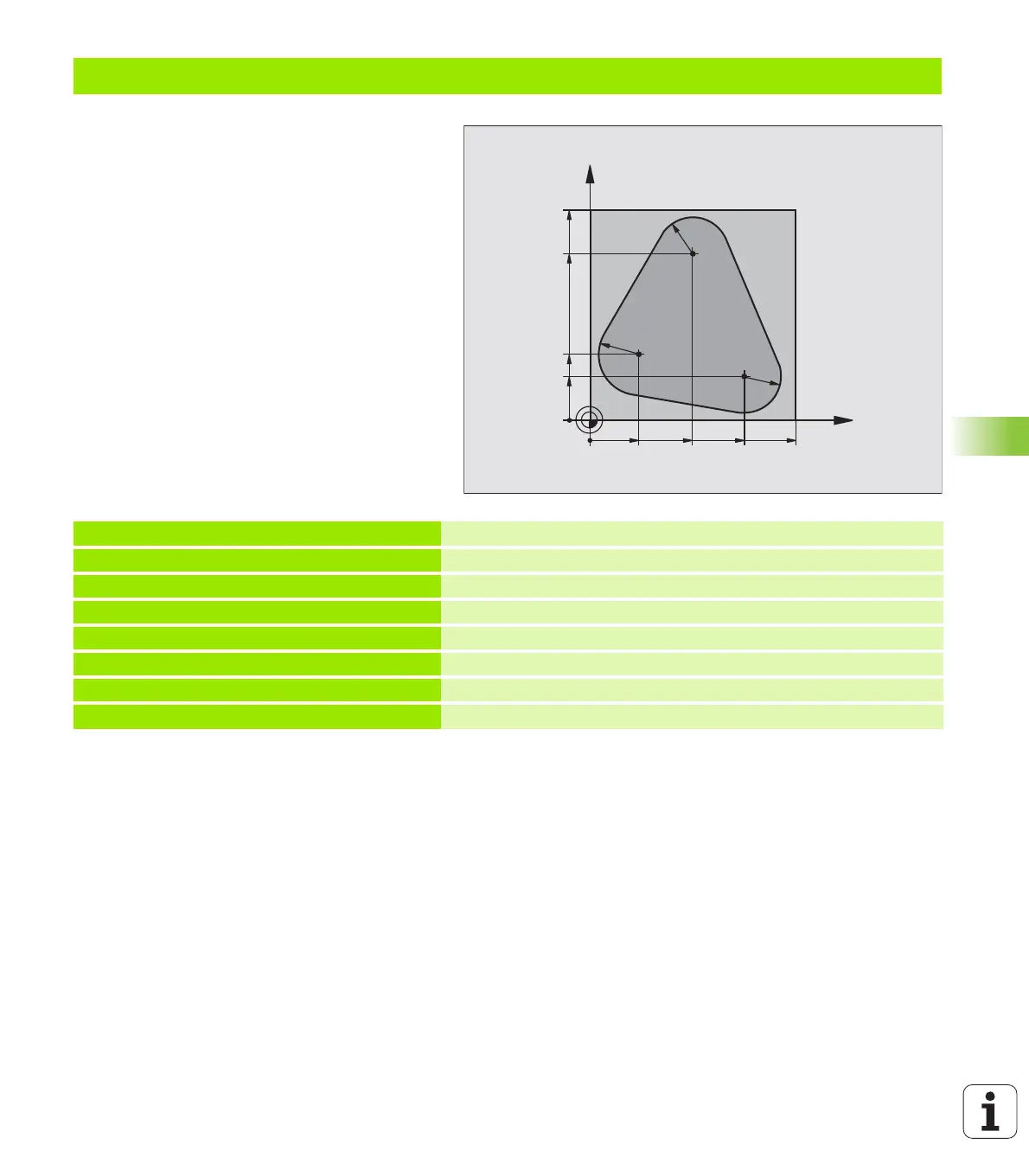
Example: Milling a contour in several infeeds
Program sequence
n Pre-position the tool to the workpiece surface
n Enter the infeed depth in incremental values
n Mill the contour
n Repeat downfeed and contour-milling
0 BEGIN PGM PGMWDH MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+10
Define the tool
4 TOOL CALL 1 Z S500
Tool call
5 L Z+250 R0 F MAX
Retract the tool
6 L X-20 Y+30 R0 F MAX
Pre-position in the working plane
7 L Z+0 R0 F MAX M3
Pre-position to the workpiece surface
X
Y
100
100
20
75
30
5020 75
R15
R18
R15
 Loading...
Loading...




