OPERATION
HPR130 Manual Gas Instruction Manual 4-17
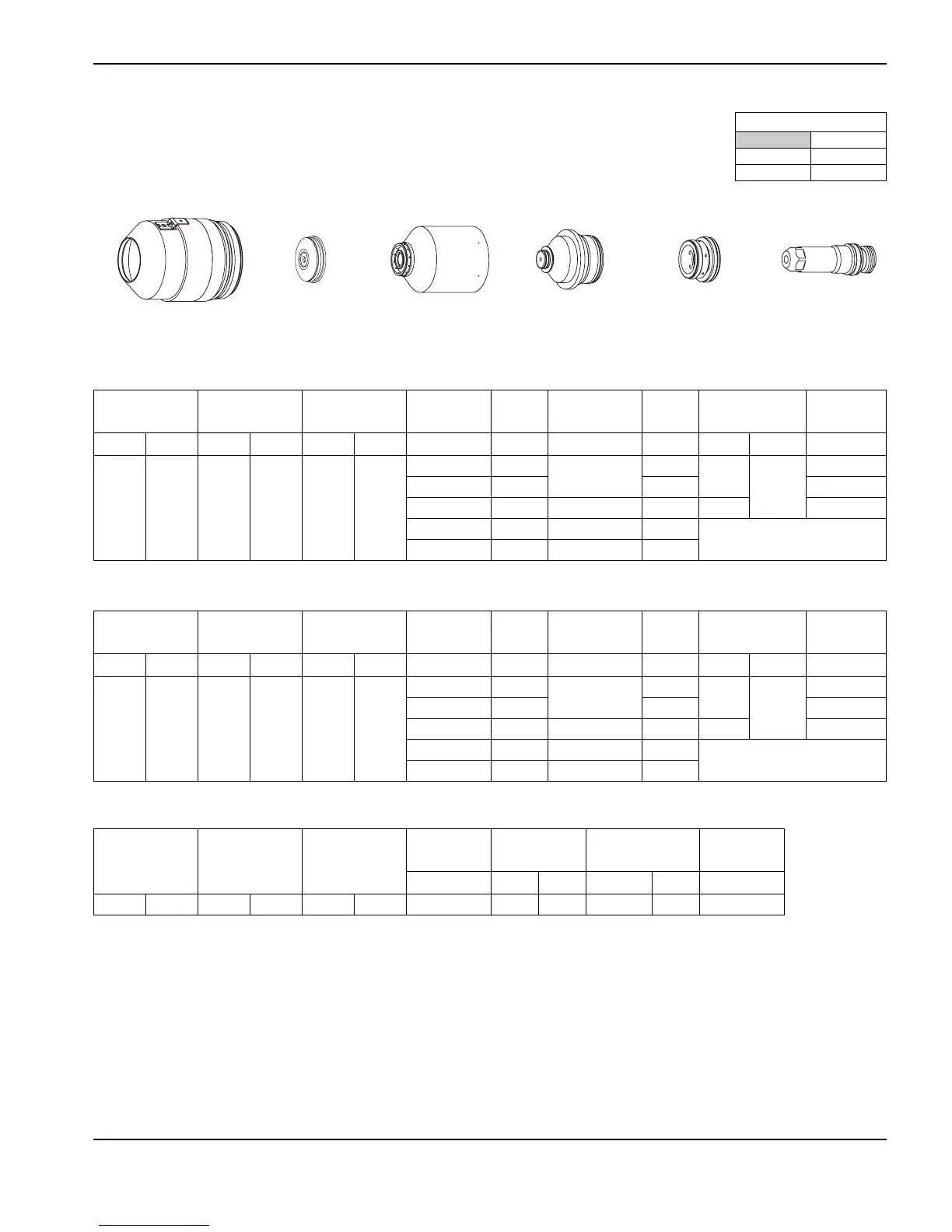
5
Stainless steel
N
2
Plasma / N
2
Shield
130 A Cutting
220198220173 220307220179220197
220176
Note: This process produces a rougher, darker cut edge with more dross, and the cut edges are closer to
perpendicular than the 130 A, H35/N
2
process
Flow rates – lpm/scfh
N
2
Preflow 97 / 205
Cutflow 79 / 168
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield
in
Volts in ipm in factor % seconds
N
2
N
2
20 65 70 30
1/4
153
0.120
75
0.240
200
0.3
3/8
156 55 0.5
1/2
162 0.140 30 0.280 0.8
5/8
167 0.150 25
Edge start
3/4
176 0.170 15
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield
mm
Volts mm mm/m mm factor % seconds
N
2
N
2
20 65 70 30
6
153
3.0
1960
6.0
200
0.3
10
156 1300 0.5
12
162 3.5 900 7.0 0.8
15
167 3.8 670
Edge start
20
176 4.3 305
Select
Gases
Set
Preflow
Set
Cutflow
Amperage
Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps
mm in mm/min ipm Volts
N
2
N
2
10 10 10 10
18
2.5 0.100 6350 250 140
Marking
 Loading...
Loading...









