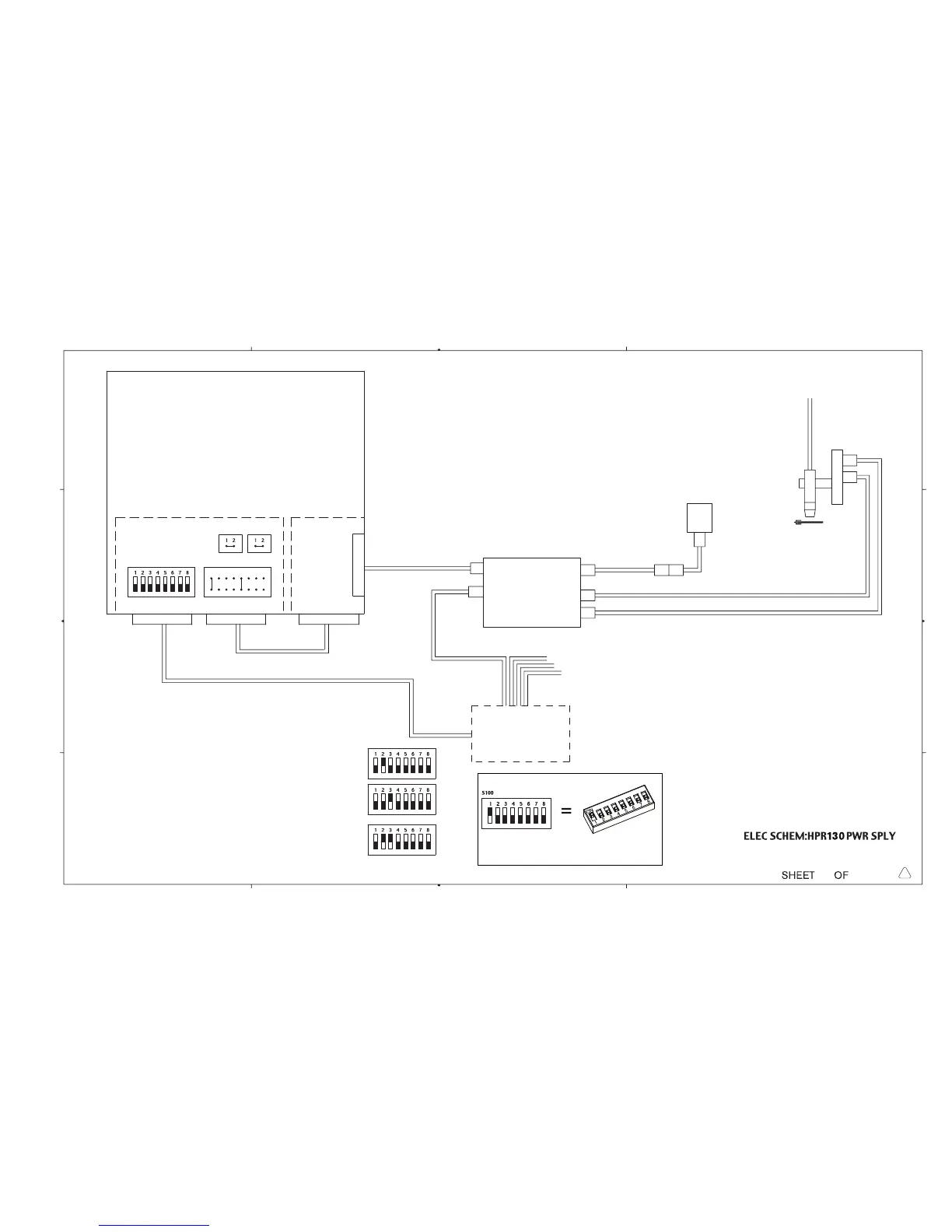
Dipswitch setting example:
Switch 1 is in the ON position.
Switches 2-8 are in the OFF position.
7-23
6
4321
1
A
432
A
B
C
D
B
C
D
Interface
CNC
(Customer Supplied)
041909
CONTROL BOARD
S100
12
J303
34 3214
J300A J300B
Machine Interface
I/O Cable
Torch 220163
Workpiece
Command I/O Cable
(Optional Unit)
THC
Command
Machine I/O Cable
Pendant Ext. Cable
(Optional Unit)
Operator
Pendant
Lifter
Tor ch
(Optional Unit)
QD Assy
220162
THC Motor Drive Cable
Command I/O Cable
J2B
J2A
PLASMA INTERFACE
BOARD
041842
Serial ID
Dipswitch
Jumper Block
Machine Motion
Machine Interface I/O Cable
Command I/O Cable-Second THC
Command I/O Cable-Third THC
Command I/O Cable-Fourth THC
Dipswitch
(2 systems)
Serial ID
S100
S100
Dipswitch
(3 systems)
Serial ID
S100
Dipswitch
(4 systems)
Serial ID
J106 J107
Optional Command THC Interface
Notes:
1) For a single system installation set Serial ID (S100),
Machine Motion (J303), J106 & J107 as shown
2) For a two system installation duplicate a second power supply and Command THC
as illustrated for a single system, set Serial ID as shown for the second system
3) For a three system installation set up as described above, set Serial ID as shown
for the third system
4) For a four system installation set up as described above, set Serial ID as shown
for the fourth system
5) All machine interface cables (Pwr. supply-CNC) used for serial communication between
Pwr. supply-CNC will have a common connection node with the CNC
6) The CNC will need a dedicated I/O port for each Command THC
HPR PAC
Dry Cutting System
See Command THC
Manual for Internal
Power Supply Wiring
17
17
013348
K
 Loading...
Loading...









