OperatiOn
HPR130XD Auto Gas – 806330 Revision 2 4-39
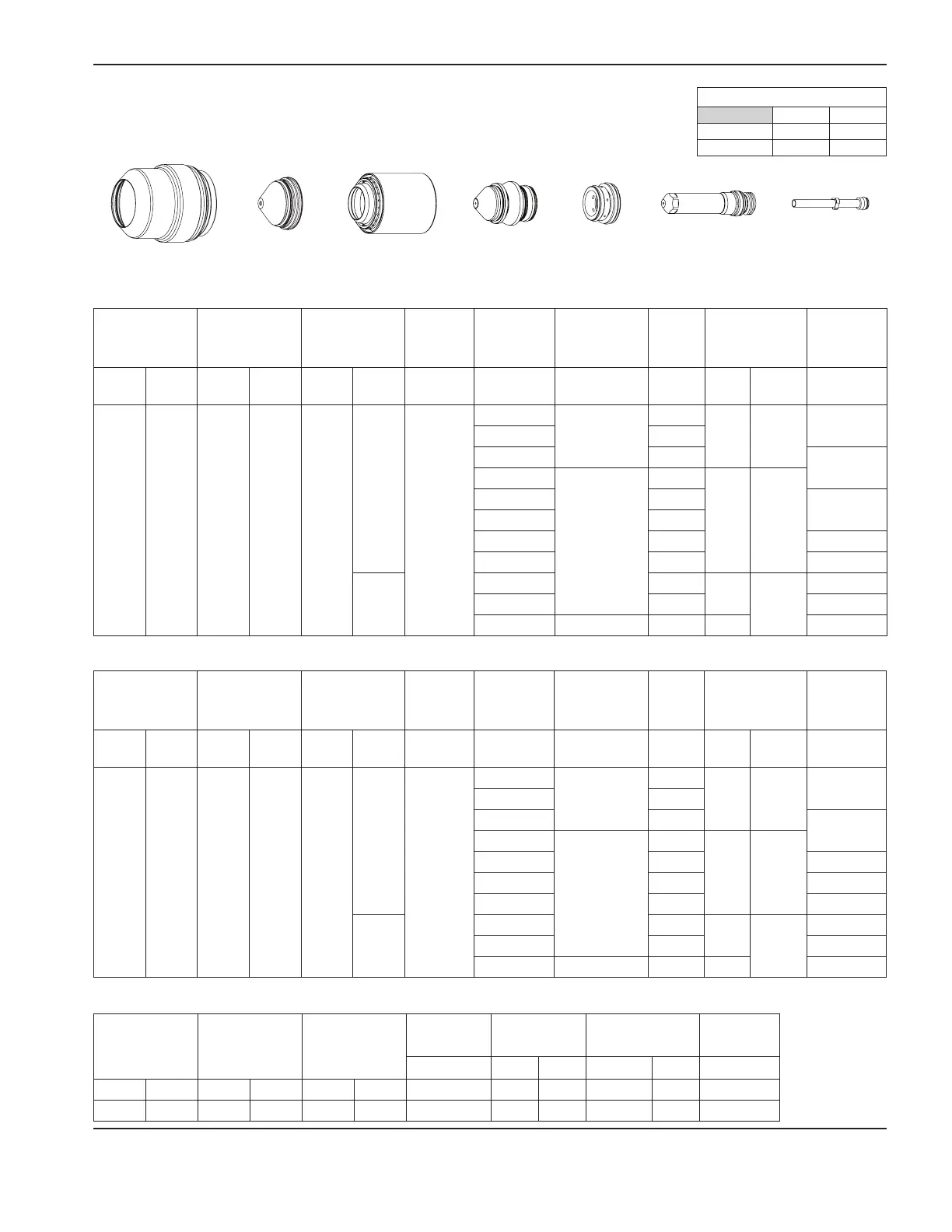
220742220637 220802220845 220179220806 220700
Mild steel bevel cutting
O
2
Plasma / Air Shield
80 A
Flow rates – lpm/scfh
O
2
Air
Preflow 0 / 0 47 / 100
Cutflow 23 / 48 47 / 100
Marking
Select
Gases
Set
Preflow
Set
Cutflow
Amperage
Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
A mm inches mm/m ipm Volts
N
2
N
2
10 10 10 10 15 2.5 0.10 6350 250 130
Ar Air 50 10 50 10 15 3.0 0.12 2540 100 78
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Minimum
Clearance
Equivalent
Material
Thickness
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
mm mm Range (mm) mm/m mm factor % seconds
O
2
Air 48 39 78
39
2.0
2
2.5 – 8.6
9810
3.8 150
0.1
2.5 7980
3 6145
0.2
4
2.0 – 8.6
4300
4.0 200
5 3670
0.3
6 3045
8 2430 0.4
10 1810 0.5
17
12 1410
5.0
250
0.7
15 1030 0.8
20 2.5 – 8.6 545 6.3 0.9
Select
Gases
Set
Preflow
Set
Cutflow
Minimum
Clearance
Equivalent
Material
Thickness
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
inches inches Range (inches) ipm inches factor % seconds
O
2
Air 48 39 78
39
0.08
0.075
0.1 – 0.34
400
0.15 150
0.1
0.105 290
0.135 180
0.2
3/16
0.08 – 0.34
155
0.16 200
1/4 110 0.3
5/16 96 0.4
3/8 75 0.5
17
1/2 50
0.20
250
0.7
5/8 37 0.8
3/4 0.1 – 0.34 25 0.25 0.9