InstallatIon
HPR130XD Auto Gas – 806330 3-43
Torch lifter requirement
The system requires a high-quality, motorized torch lifter with sufficient travel to cover all cutting thickness requirements.
The lifter must provide 203 mm (8 in.) of vertical travel. The unit should have the capability of maintaining a constant
speed of up to 5080 mm/min (200 ipm) with positive braking. A unit which drifts through the stop point is not
acceptable.
Hypernet
Hypernet is only used to connect certain Hypertherm components to each other. An HPRXD system can be connected
to the ArcGlide
®
torch height control, and an EDGE
®
Pro or MicroEDGE
®
Pro CNC using an ethernet hub and cable.
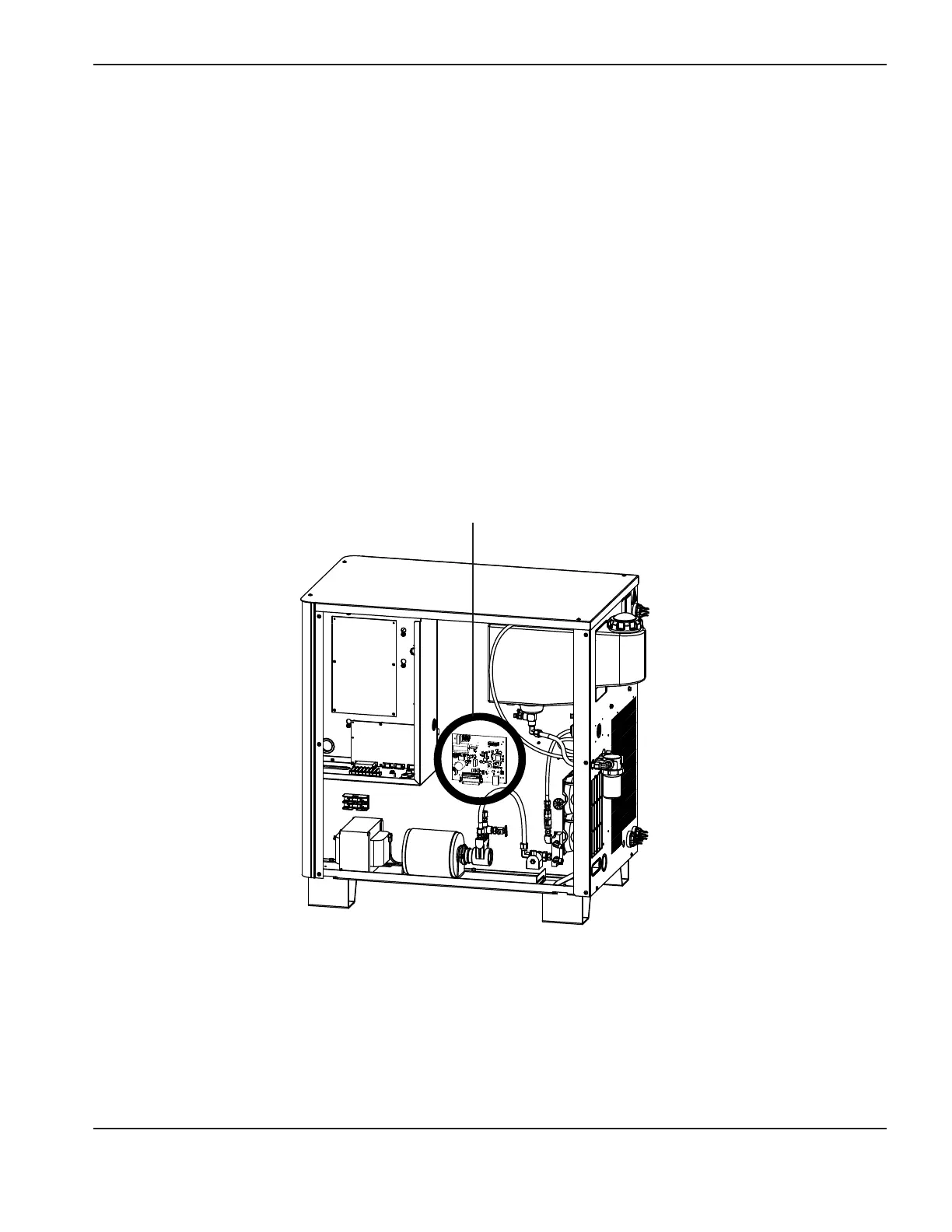
The Hypernet PCB provides communication between components and is the source for the arc voltage needed for the
torch height control. See the ArcGlide instruction manual (806450), the EDGE Pro instruction manual (806360) or the
MicroEDGE Pro CNC instruction manual (807290) for more information.
Location of the Hypernet PCB