OPERATION
4-40 HPR400XD Manual Gas Instruction Manual
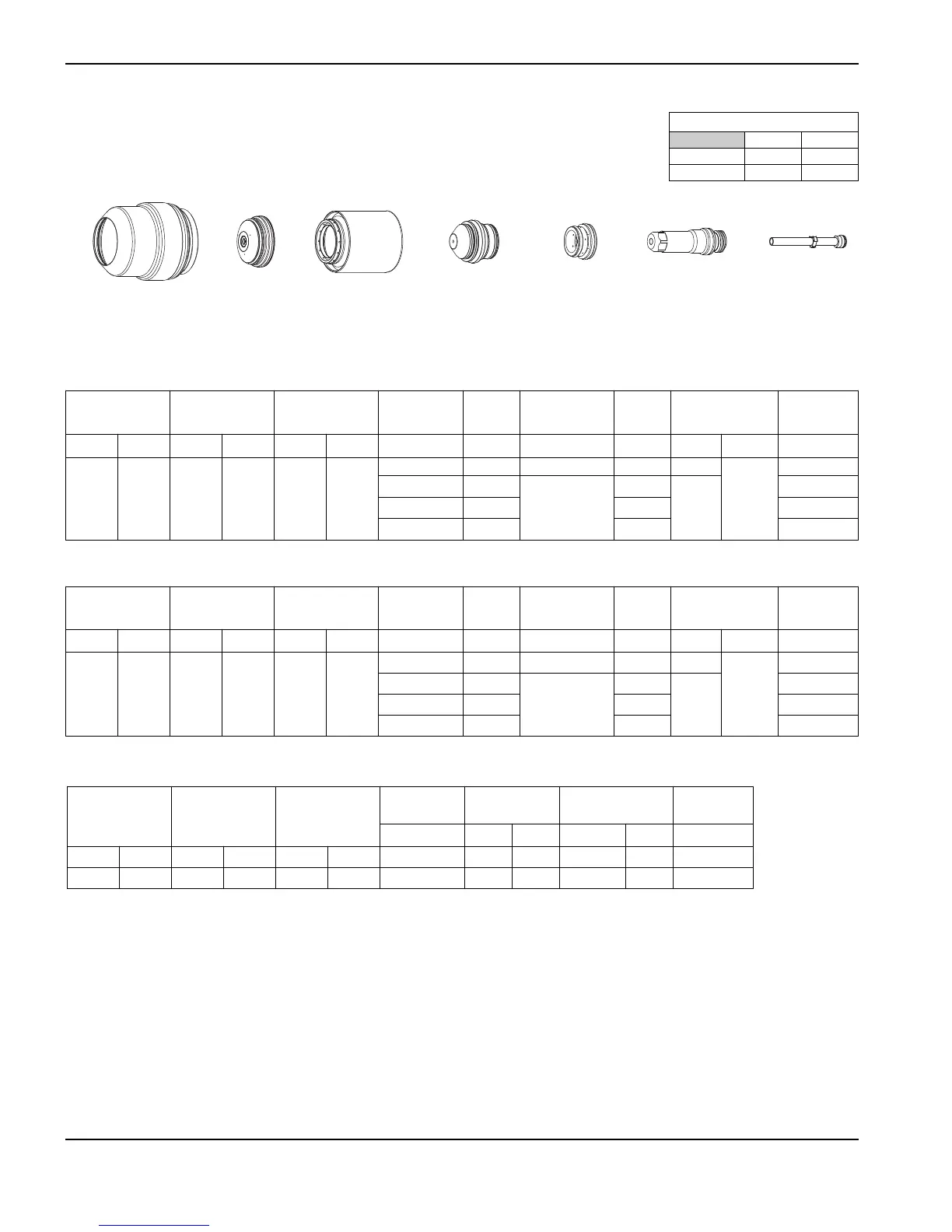
Stainless steel
H35 Plasma / N
2
Shield
200 A Cutting
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield
mm
Volts mm mm/m mm factor % seconds
H35
N
2
21 65 82 75
10
175 9.0 1620 9.0
100
0.5
12
170
7. 5
1450
7. 5
0.6
15
173 1200 0.7
20
177 820 0.8
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield
in
Volts in ipm in factor % seconds
H35
N
2
21 65 82 75
3/8
175 0.350 65 0.350
100
0.5
1/2
170
0.300
55
0.300
0.6
5/8
173 45 0.7
3/4
177 35 0.8
Flow rates – lpm/scfh
H35
N
2
Preflow 0 / 0 116 / 245
Cutflow 30 / 63 104 / 220
220762 220307220758 220342220343220637 220340
Marking
Select
Gases
Set
Preflow
Set
Cutflow
Amperage
Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps
mm in mm/min ipm Volts
N
2
N
2
10 10 10 10
18
2.5 0.10 6350 250 140
Ar Air 30 10 30 10
20
3.0 0.12 2540 100 66
 Loading...
Loading...









