OPERATION
HPR400XD Manual Gas Instruction Manual 4-41
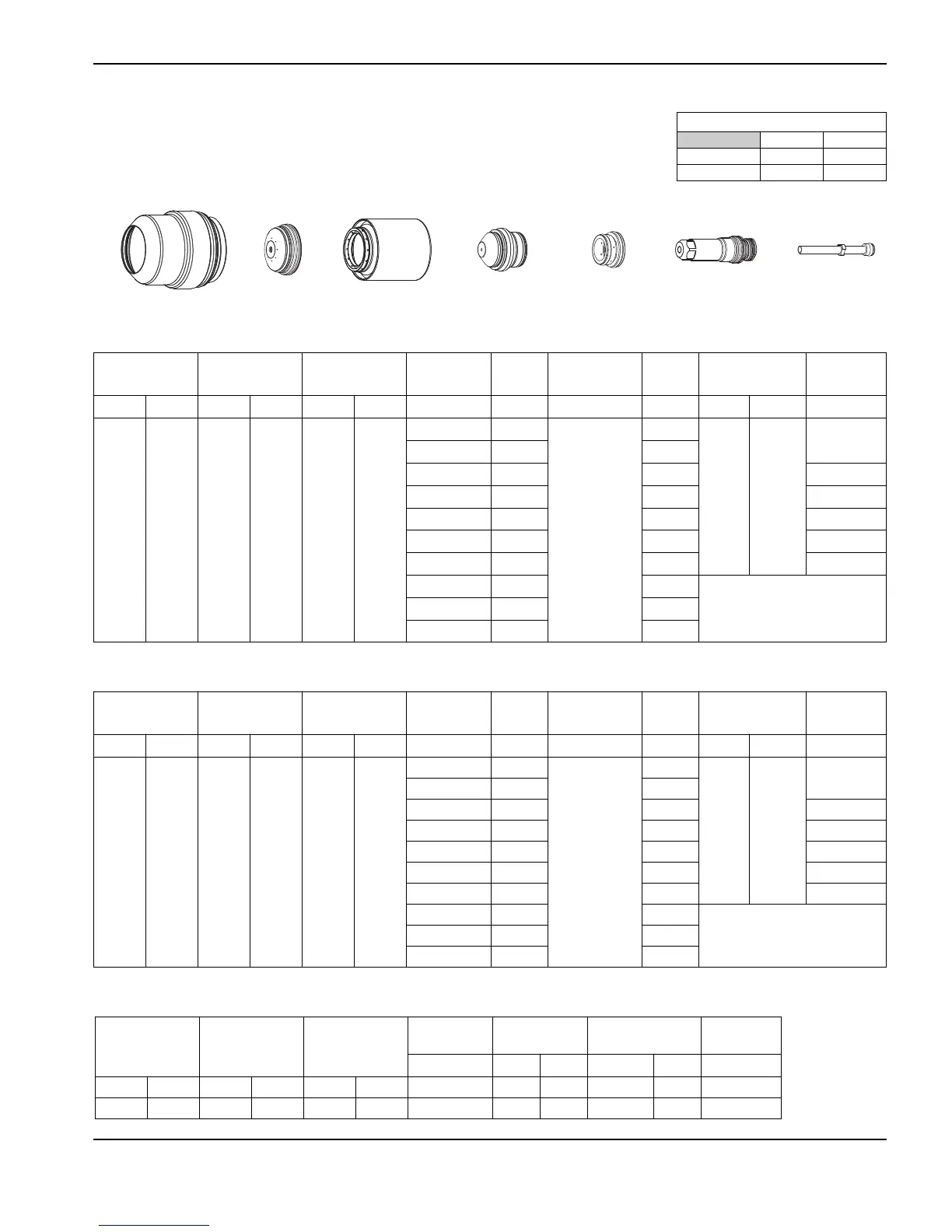
Stainless steel
N
2
Plasma / Air Shield
260 A Cutting
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield
mm
Volts mm mm/m mm factor % seconds
N
2
Air11757582
6
160
3.8
6375
7.5 200
0.3
10
157 3440
12
161 2960 0.4
15
163 2520 0.5
20
164 1590 0.6
25
168 1300 0.8
32
171 875 1.0
38
179 515
Edge start
44
190 365
50
195 180
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield
in
Volts in ipm in factor % seconds
N
2
Air11757582
1/4
160
0.150
240
0.300 200
0.3
3/8
157 140
1/2
161 110 0.4
5/8
163 95 0.5
3/4
164 70 0.6
1
168 50 0.8
1-1/4
171 35 1.0
1-1/2
179 20
Edge start
1-3/4
190 14
2
200 6
Flow rates – lpm/scfh
N
2
Air
Preflow 127 / 270 0 / 0
Cutflow 54 / 114 116 / 245
220763220637 220307220758 220405220406 220340
Marking
Select
Gases
Set
Preflow
Set
Cutflow
Amperage
Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps
mm in mm/min ipm Volts
N
2
N
2
10 10 10 10
18
2.5 0.10 6350 250 120
ArAir30103010
20
3.0 0.12 2540 100 63
 Loading...
Loading...









