14
Adjusting the takeoff of the lower cutter
The takeoff of the lower cutter is set by adding or removing
takeoff adjusting plates on the machine table in front of the
lower cutter.
There are three different takeoff adjusting plates:
- 2 mm with conical holes.
- 1 mm with conical holes.
- 1 mm with cylindrical holes.
The machine is supplied with the 2 mm thick adjusting plate,
which also is the basic setting.
The adjusting plates are held in place by countersunk Allen
screws. Use the 4 mm Allen key to replace or remove adjusting
plates.
- 4 mm takeoff: use no adjusting plate.
- 3 mm takeoff: use the 1 mm adjusting plate with conical
holes.
- 2 mm takeoff: use the 2 mm adjusting plate.
- 1 mm takeoff: use the 1 mm adjusting plate with cylindrical
holes + the 2 mm adjusting plate.
- 0 mm takeoff: use the 1 mm adjusting plate with conical
holes + the 1 mm adjusting plate with cylindrical holes + the
2 mm adjusting plate.
The bent 2 mm adjusting plate is always mounted at the top.
When moulding knives that cut deep proles are mounted in
the lower cutter, usually for making grooves (knife: 94219), the
plates can, if needed, be led off where they meet the tracks
in the machine table. This makes it possible for the cutter to
rotate freely
Removing planing knives
The planing knives are removed by loosening the lock screws
(B) of the the chip breaker (A). Then you raise the knives by
loosening the adjusting screws (C) (see above).
Mounting planing knives
Before mounting knives, you should thoroughly clean the knives,
the chip breakers, and the cutter head. Place the chip breaker
in the slot. Position the planing knife so that the heads of the
adjusting screws are in the indentations in the side of the knife,
and screw the knife down with the adjusting screws.
Tighten the chip breaker’s lock screws loosely, so that the knife
can be adjusted vertically. When the height adjustment is made,
tighten the lock screws a little at a time, until all screws are
properly tightened. Finally, carefully screw the adjusting screws
down until they meet resistance. Do not overtighten. This will
cause the knife to crack.
Grinding planing knives
Always grind the knives in pairs. This is to ensure that they have
the same width (min. 15 mm, or 0.6”). If they do not have the
same width, vibrations can arise in the cutter head. The grinding
angle should be 38°. You can order a grinding machine from
Logosol for regrinding planing and moulding knives (Tormek
grinder ref. no. 7010-000-1000, Jig for planing knives ref. no.
7010-000-1005).
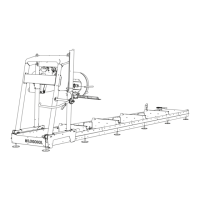
Upper Horizontal Cutter
Before opening the planer’s cover, ensure that the power is
disconnected and that the cutter heads are not rotating. Use
protective gloves. This is especially important when you are
loosening screws that are tightly screwed, or when you are
tightening the screws (see Safety Instructions). Be careful
of the planing knives. You can easily get cut by those, even
when touching them lightly.
The upper horizontal cutter is located in the chassis above the
machine table, and suspended at both ends. The machine is
supplied with two planing knives in two of the upper cutter’s knife
slots (planing knives 300 mm HSS, ref. no. 7000-002-8300). Two
additional planing knives, or moulding knives, can be mounted
in the two empty slots.
After you have adjusted or replaced planing knives or moulding
knives:
Make sure there are no tools left inside the machine.
Make sure that all screws are reliably tightened.
Make sure that the cutter heads can rotate freely before
closing the protective cover.
Do you remember the safety instructions on pp.4-5?
Adjusting the upper horizontal cutter
The upper horizontal cutter should be parallel to the machine
table. This is set from factory, but the setting can be misadjusted
by rough handling during transport or by the machine being
subject to impact. If necessary, adjust this setting as follows:
- Loosen the screws of the bearing housings a couple of turns
(two M6, and two M8 on each side).
- Place an absolutely level block on the machine table directly
under the cutter head.
- Turn the cutter head so that the block will not press against
the knives or the knife slots.
- Turn the crank that adjusts the machine table height, so that
the block slightly lifts the cutter head.
- Tighten the screws of the bearing housings.