— 2.39 —
Checking the status of tools
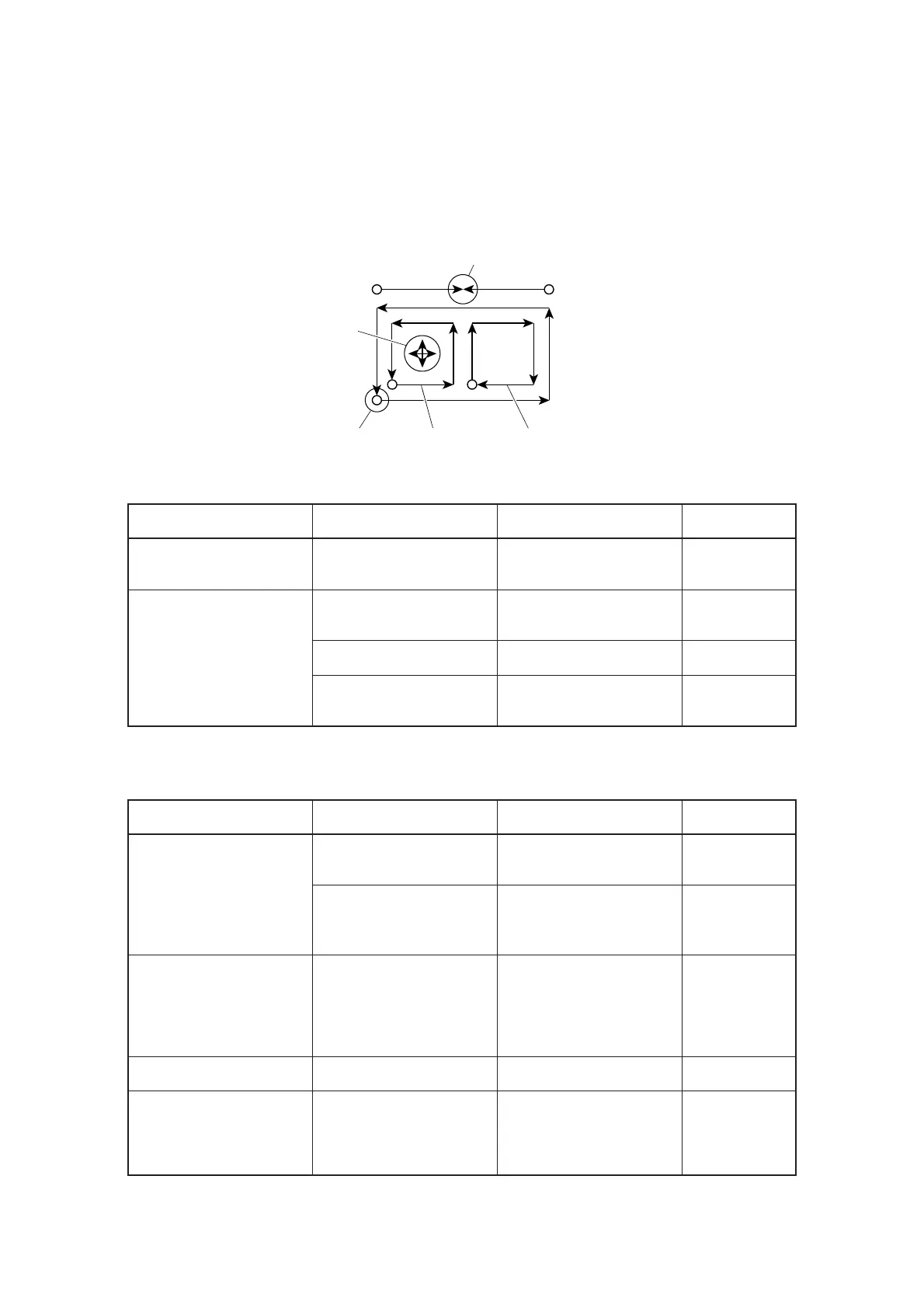
Execute the [TEST CUT] function with the tools specified using the tool selecting function. Items
to be checked for the tools are shown in the tables below.
Point B
Point A
Point C Point D Point D’
Pen
Checkpoint Cause Corrective measure Reference page
Lines fail to meet at point A. Pen not securely installed. See page 2.18.
Dots or thin spots are made. Ink has run out. See page 2.18.
The pressure is insufficient. See page 2.28.
The speed is so high that See page 2.28.
the pen rises above the work.
Securely tighten the screw in
the holder.
Replace the pen with a new
one.
Increase the speed.
Decrease the speed.
Tangential cutter
Checkpoint Cause Corrective measure Reference page
Lines fail to meet at point A. Set value for the [END See page 2.29.
CORRECTION] is too small.
The cutter is off-center. See page 3.6.
Line at point A is out of The tangential cutter is See page 3.8.
position defective in terms of θ angle.
The work remains uncut. The pressure is insufficient. See page 2.28.
A corner of the work remains Set value for the [START See page 2.28.
uncut. CORRECTION] and that for
the [END CORRECTION]
are too small.
Set a larger value for the
[END CORRECTION].
Conduct the “adjustment of
the eccentricity” that is one of
the tool adjusting functions.
Carry out the “adjustment of
the θ angle” that is one of the
tool adjusting functions.
A part of the work remains
uncut.
Increase the pressure.
Set a larger value
respectively for the [START
CORRECTION] and the
[END CORRECTION].
 Loading...
Loading...





