Version 1.1.1 - 2021-1-25 27Translation of original instruction
MB4 EN
MB4_GB_4.fm
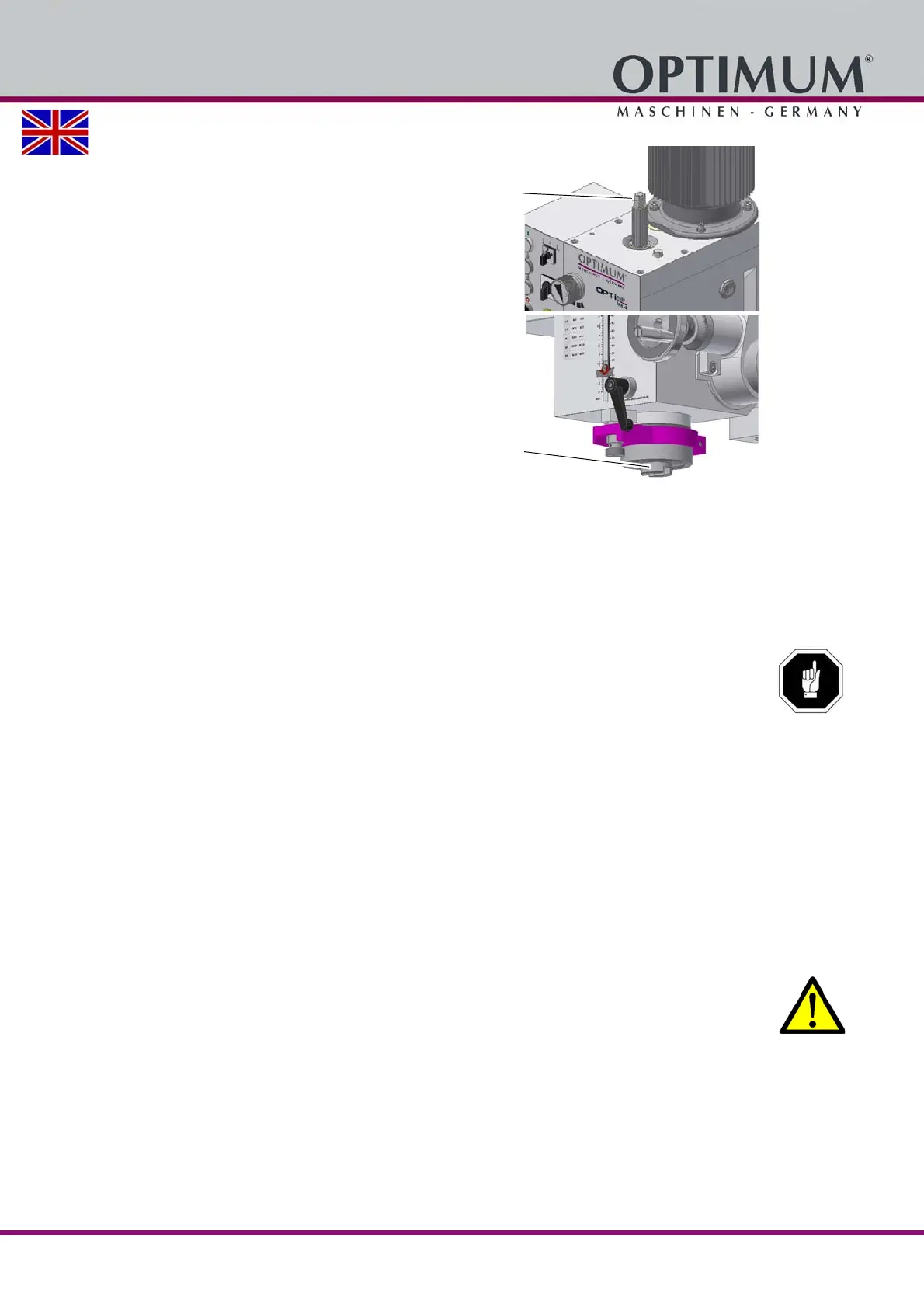
The milling head is fitted with an M12
draw-in rod.
Remove the cap.
Clean the seat in the spindle / quill.
Clean the cone of your tool.
Insert the tool in the spindle / quill.
Screw the draw-in bar in the tool.
Tighten the tool with the draw-in rod
and hold the spindle on the counter
bearing by means of a wrench.
Img.4-1: Drilling-milling head without cap
4.5.2 Removal
Hold the spindle counter bearing with a wrench and loosen the draw-in rod. Continue turn-
ing the draw-in rod, so that the tool is squeezed out from the conical seat.
ATTENTION!
When using an MT spindle.
When installing a cold Morse taper into a heated-up machine those MT collets are
subject
to shrinking on the Morse taper contrary to the quick-release tapers.
4.5.3 Use of collets
If collets are used to house milling tools, higher machining tolerance can be achieved. The
collet may easily and quickly be changed for a smaller or larger end mill with no need to remove
the complete tool. The collet is pressed into the ring of the swivel nut and must rest there by
itself. The milling cutter is clamped by fastening the swivel nut on the tool. Make sure that the
correct collet is used for each milling cutter diameter, so that the milling cutter may be fastened
securely and firmly.
4.6 Clamping the workpieces
CAUTION!
Injuries can be caused by parts flying off.
The workpiece is always to be fixed by a machine vice, jaw chuck or by another
appropriate clamping tool such as for the clamping claws.
Draw-in rod
Counter bearing