123 – Pvd3665_Gb_Ex_August 2022
4.2.3. Preparation
Once the motor is installed, it must be possible to access the wiring, and read the
manufacturer’s plate. Air must be able to circulate around the motor for cooling purposes.
Clean the shaft using a cloth soaked in white spirit or alcohol. Pay attention that the cleaning
solution does not get on to the bearings.
The motor must be in a horizontal position during cleaning or running.
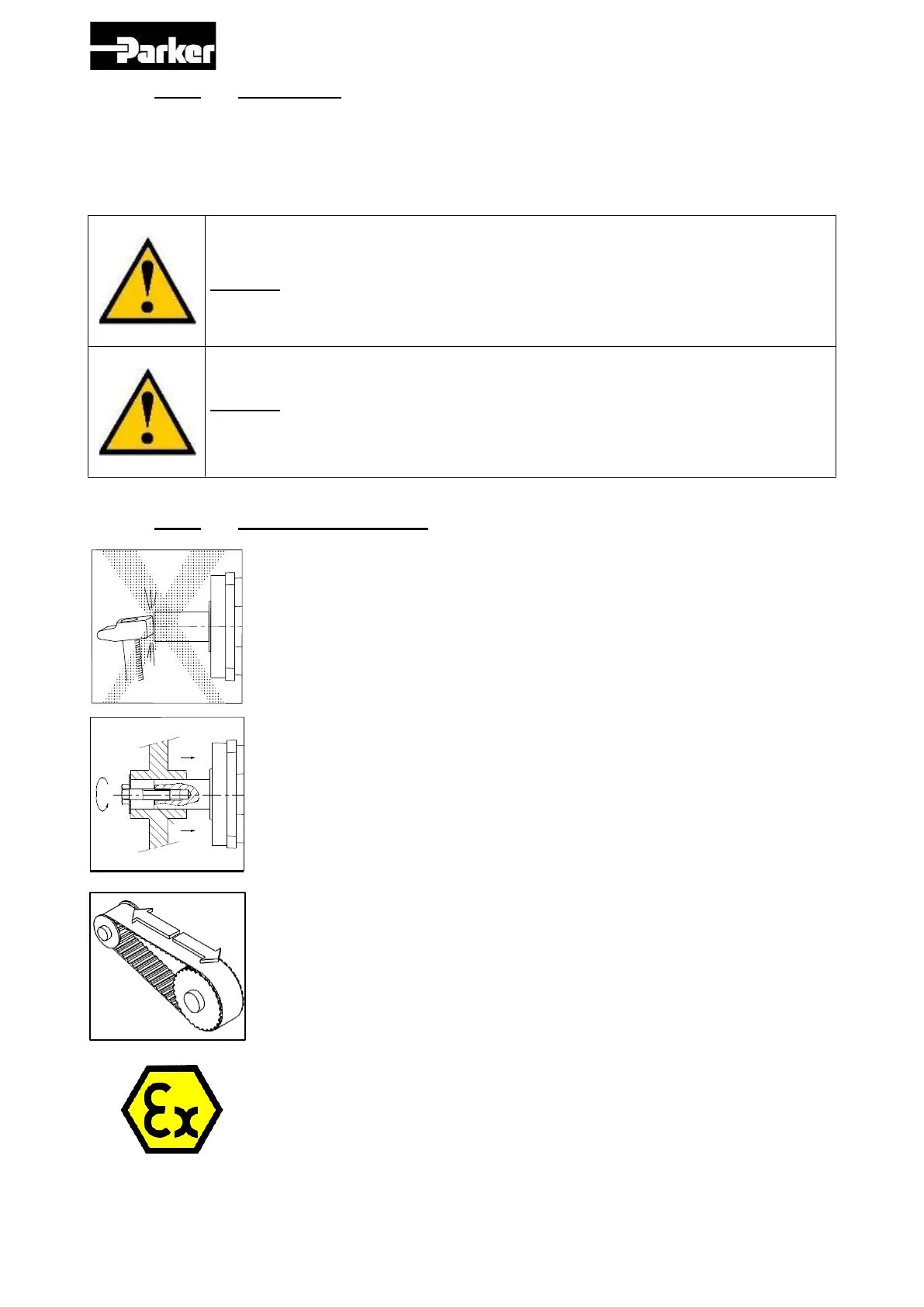
4.2.4. Mechanical assembly
The operation life of servomotor bearings depends largely on the care
and attention given to this operation.
• In the event that the servomotor shaft has a cotter pin, make sure
that the coupling components have been balanced correctly without
the cotter pin, the servomotor having been balanced with its cotter
pin.
• Prohibit any impact on the shaft and avoid press fittings which could
mark the bearing tracks. If press fitting cannot be avoided, it is
advisable to immobilize the shaft in motion; this solution is
nevertheless dangerous as it puts the resolver at risk.
• Use the thread at the end of the shaft in accordance with the diagram
for fitting pulleys or accessories. It is possible to put pressure on the
shoulder of the shaft located in front of the bearing.
• In the event that the front bearing block is sealed by a lip seal which
rubs on the rotating section (version IP 65), we recommended that
you lubricate the seal with grease thus prolonging its operational life.
• In the event that the drive system uses a pulley and belt, the drive
pulley must be fixed as close as possible to the flange. The pulley
diameter is to be selected so that the radial load does not exceed the
limits given in the catalog.
• CAUTION: Any equipment such as gearbox, mechanical speed
drives, brakes, forced ventilation, integrated frequency converters,
sensors, actuators, etc. associated with the motor must also have
ATEX certification.
 Loading...
Loading...








