en Coating Specifications for Underwater Components Made of SteelMIX−Fr 08/1833 1/31098071
Coating Specifications for Underwater Components Made
of Steel
This documentation contains information about coating underwater components. Steel components that come into
contact with petroleum are coated according to the following standard coating system.
Preparing the Substrate for the Primer Coat
The surfaces must be prepared for the paint coat according to DIN 8200 “Abrasive Blasting Technology”.
According to sec. 3.2 of DIN 8200, the surfaces should be treated by either compressed air blasting (sec. 2.1.1) or
centrifugal blasting (sec. 2.2).
The use of liquid carriers or liquid blasting agents is not permitted.
The surfaces must have a degree of cleaning of Sa 2 1/2 according to DIN 55928, part 4.
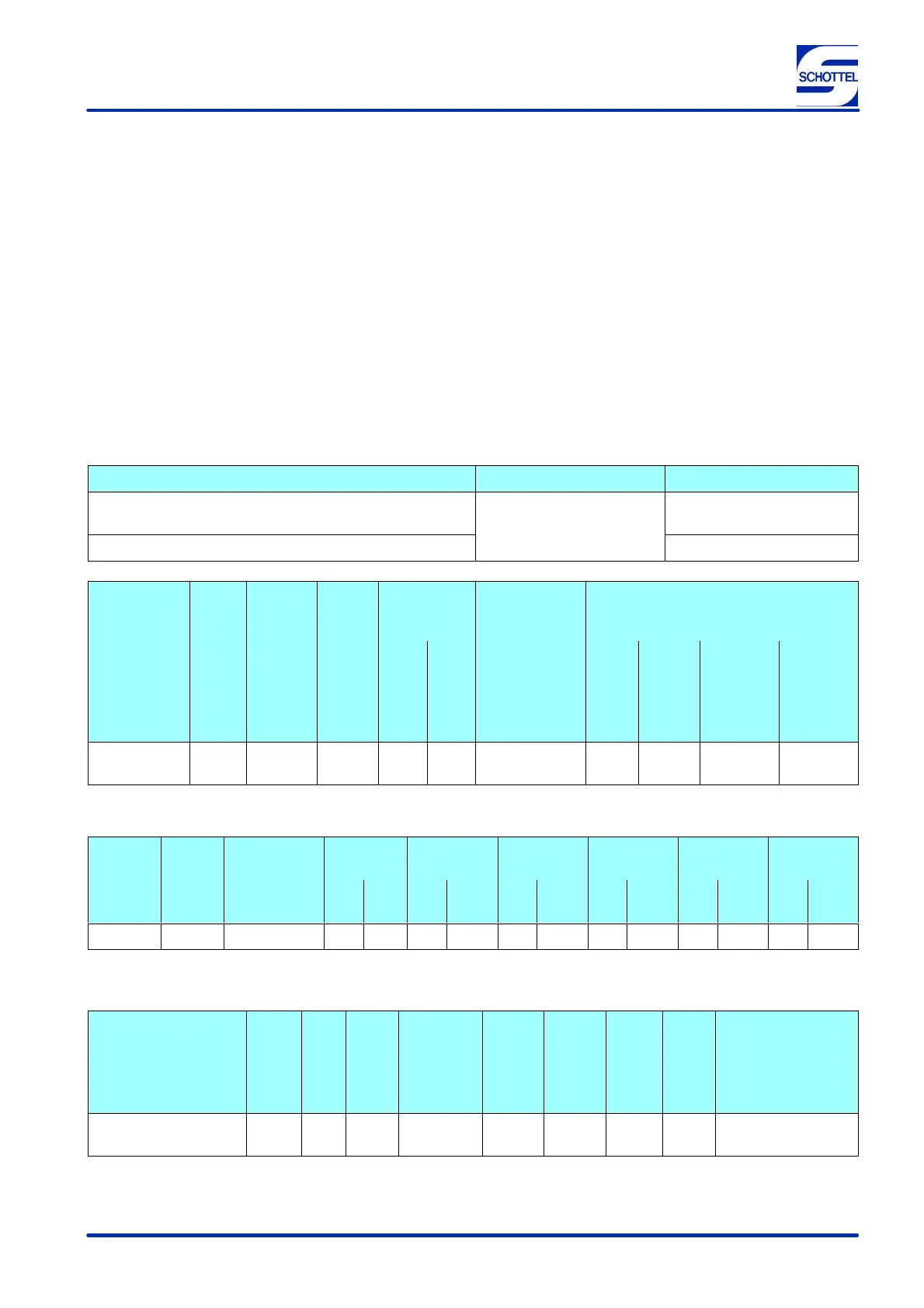
Primer Coat
Material Dry-film thickness ID no.
PRIMER HEMPADUR 15570 light grey (12430)
mixed according to directions (3:1) with
45 - 50 mm
1140428
HEMPEL curing agent 95570
1140430
Layer thick-
ness
[micron]
Theoretical
spreading rate
Methods of application
Product name
(incl. grade
number)
Sur-
face
[%]
Colour Colour
no.
Wet Dry [m
2
/l] Brush Airless Recom-
mended
nozzle ori-
fice
Recom-
mended
nozzle
pressure
[bar]
HEMPADUR
15570
F/C Reddish
grey
12430 100 50 10.8 (X) X .019”-
.021”
175
Recoat Interval with Ventilation
N/R = Not recommended
Grade
number
DLT Recoat with
grade number
40 °C 30 °C 20 °C 10 °C 0 °C -10 °C
[micron]
min. max. min.
[h]
max.
[days]
min.
[h]
max.
[days]
min.
[h]
max.
[days]
min.
[h]
max.
[days]
min.
[h]
max.
[days]
15570 50 4514A N/R N/R 3 23 4 30 7 60 16 90 32 90
Product Information
Product Colour
no.
Vo−
lume
so−
lids
Cu−
ring
agent
Mixing ratio Pot life
20 °C
Dry to
touch
20 °C
Flash
point
Thin−
ner
Application notes
min. temp.
[%] [h] [h] [°C] [°C]
HEMPADUR
15570
12430 54 95570 3:1 2 3 25 08450 -10