3
Programming with ShopMill 10.04
3.3 Creatin
a se
uential control
ro
ram
3
Siemens AG, 2004. All rights reserved
3-180 SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition
"Alternat." softkey and toggle key:
If the cursor is positioned on an input field with various setting options,
the "Alternat." softkey is automatically displayed on the vertical
softkey bar (see "Alternat." softkey in Sec. "Important softkeys for
operation and programming").
Roughing/finishing:
Every cycle can be programmed with roughing or finishing. If you wish
to rough cut the workpiece first and then finish cut it, you must call the
cycle a second time. The programmed values do not change if you
call the cycle again.
Some cycles offer roughing and finishing as a
complete machining
operation, i.e. you need only call the cycle once.
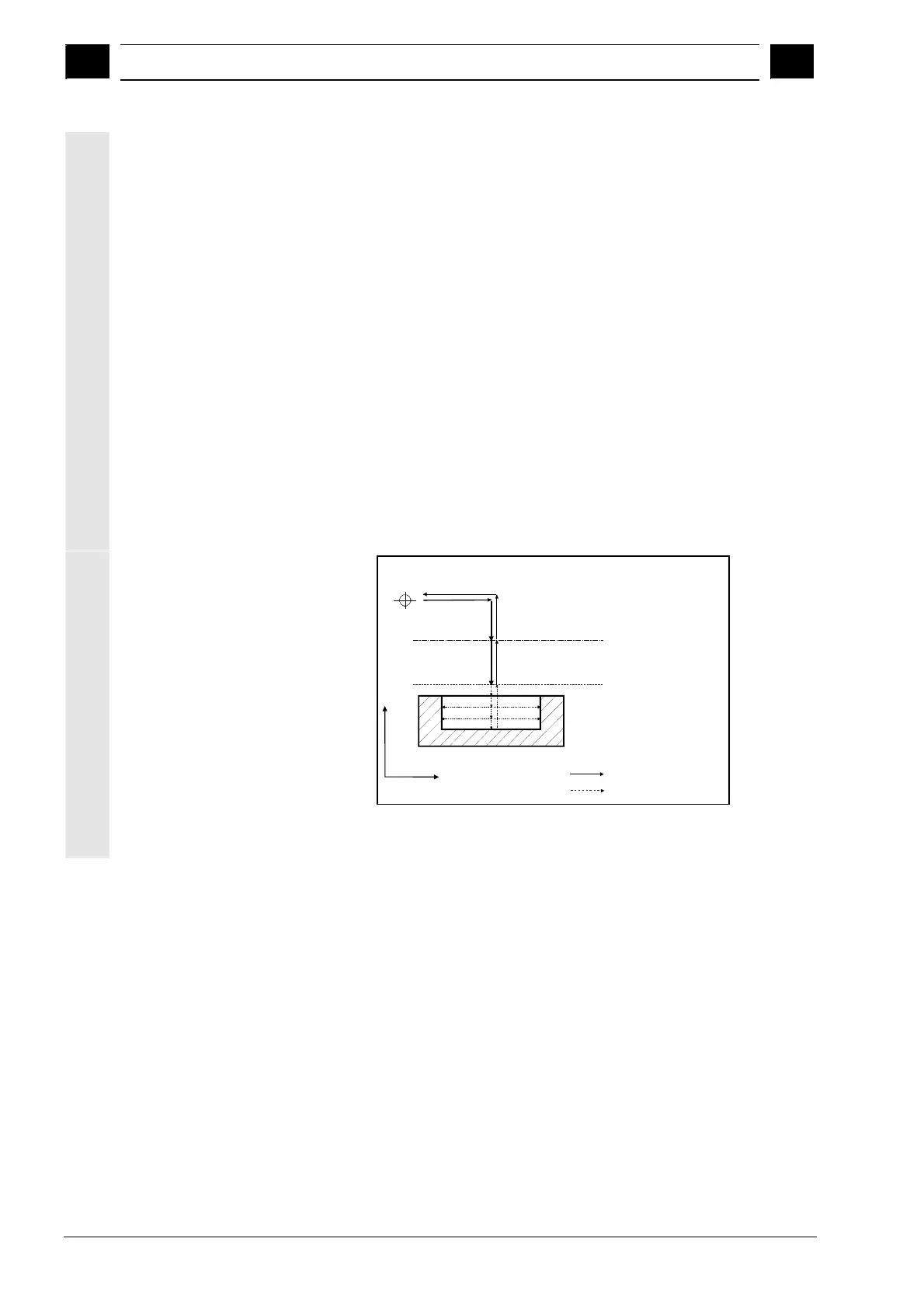
Approaching a cycle
• Approach the programmed cycles with ShopMill
− Tool is above the retraction plane (RP):
Positioning of the tool is performed at rapid traverse in the X/Y
plane and then in the Z direction to the retraction plane (RP)
X
Z
Safety
clearance (SC)
Return
plane (RP)
Tool change point
Rapid traverse
Machining feedrate
Approach to cycle above the retraction plane
− or tool is below the retraction plane (RP):

 Loading...
Loading...



















