3
Programming with ShopMill 10.04
3.11 Insertin
G code into the se
uential control
ro
ram
3
Siemens AG, 2004. All rights reserved
3-314 SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition
3.11 Inserting G code into the sequential control program
You can program G code blocks in a sequential control program. You
can also insert comments to explain the program.
You will find a detailed description of G code blocks to DIN 66025 in:
References: /PG/, Programming Guide Fundamentals
SINUMERIK 840D/840Di/810D
/PGA/, Programming Guide Advanced
SINUMERIK 840D/840Di/810D
You cannot insert G code blocks before the program header, after the
end of the program or within a chained sequence of program blocks.
ShopMill does not display G code blocks in programming graphics.
Feed
After each ShopMill cycle (drilling, milling, profile milling), the feed
type G94 (mm/min) is always active, irrespective of the feed type that
was programmed in the ShopMill cycle. The feed value F is only
active after a ShopMill cycle if G94 was programmed in the G94
ShopMill cycle.
However, you should always program the feed type (G94 or G95) and
the feed value (F) in the first G code block after a ShopMill cycle to
avoid any unexpected types of motion.
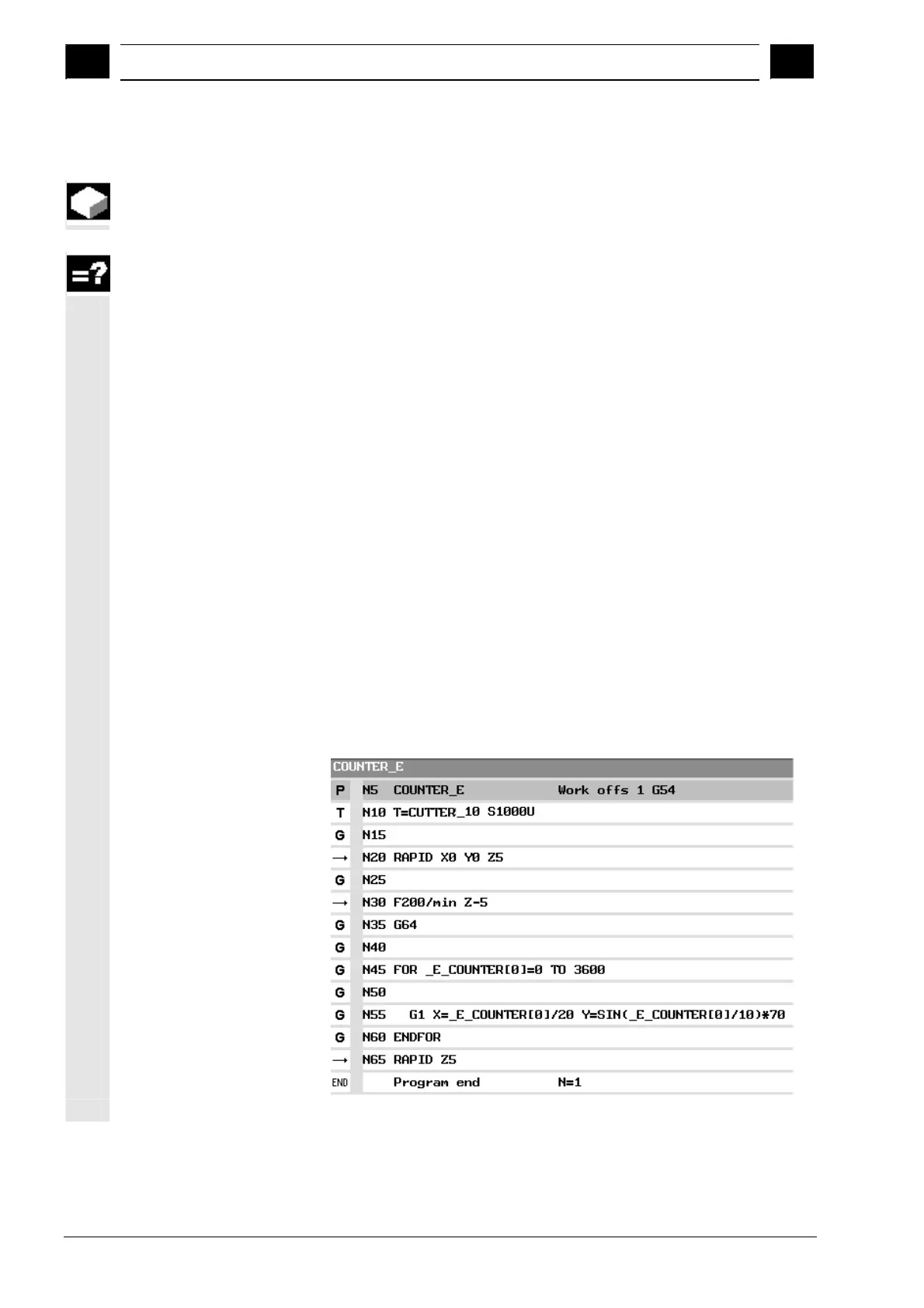
FOR loop
If you want to program a FOR loop in the sequential control program,
you can use the global user variables (GUD7) _E_COUNTER [0] to
_E_COUNTER [9] of type INT.
Example of loop programming (sine path)