3
Programming with ShopMill 10.04
3.7 Drillin
3
Siemens AG, 2004. All rights reserved
3-232 SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition
3.7.2 Drilling and reaming
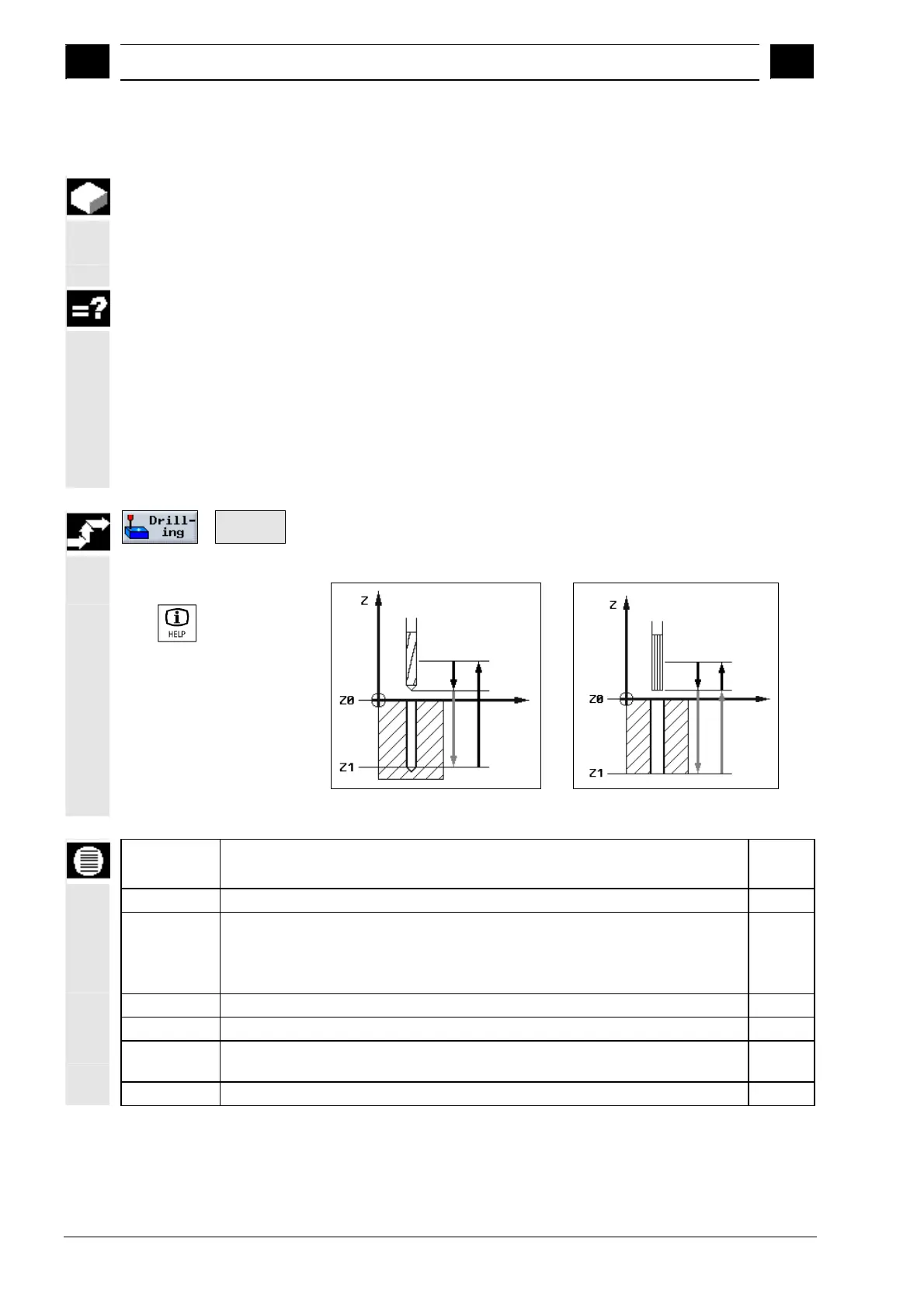
The tool is moved at rapid traverse to the programmed position,
allowing for the retraction plane and safety clearance. It is then
inserted into the workpiece at the feedrate programmed under F until
it reaches depth Z1.
Drilling: If Z1 has been reached and the dwell time expired, the drill is
retracted at rapid traverse either to the retraction plane or the safety
clearance depending on the setting in parameter "Retraction position
pattern". You will find parameter "Retraction position pattern" in the
program header or under "Settings" in the "Miscellaneous" menu.
Reaming: If Z1 has been reached and the dwell time expired, the
reamer is retracted at the programmed retraction feedrate to the
safety clearance.
Drilling
reaming
Press the "Drilling" and "Drilling reaming" softkeys.
Call help display with
the
key
Help display for drilling Help display for reaming
Parameters Description Unit
T, D, F, S, V See Sec. "Programming the tool, offset value and spindle speed".
Shank
Tip
The drill is inserted into the workpiece until the drill shank reaches the value
programmed for Z1. The insertion angle entered in the tool list is applied.
The drill is inserted into the workpiece until the drill tip reaches the value
programmed for Z1 (does not apply in reaming).
Z1 Insertion depth for drill tip or drill shank. mm
Z0 Height of workpiece; Z0 is specified in the position pattern ("Positioning" softkey). mm
DT Dwell time for relief cut. s
rev
FB Retraction feedrate (for reaming only)
 Loading...
Loading...




















