3
Programming with ShopMill 10.04
3.5 Contour millin
3
Siemens AG, 2004. All rights reserved
3-194 SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition
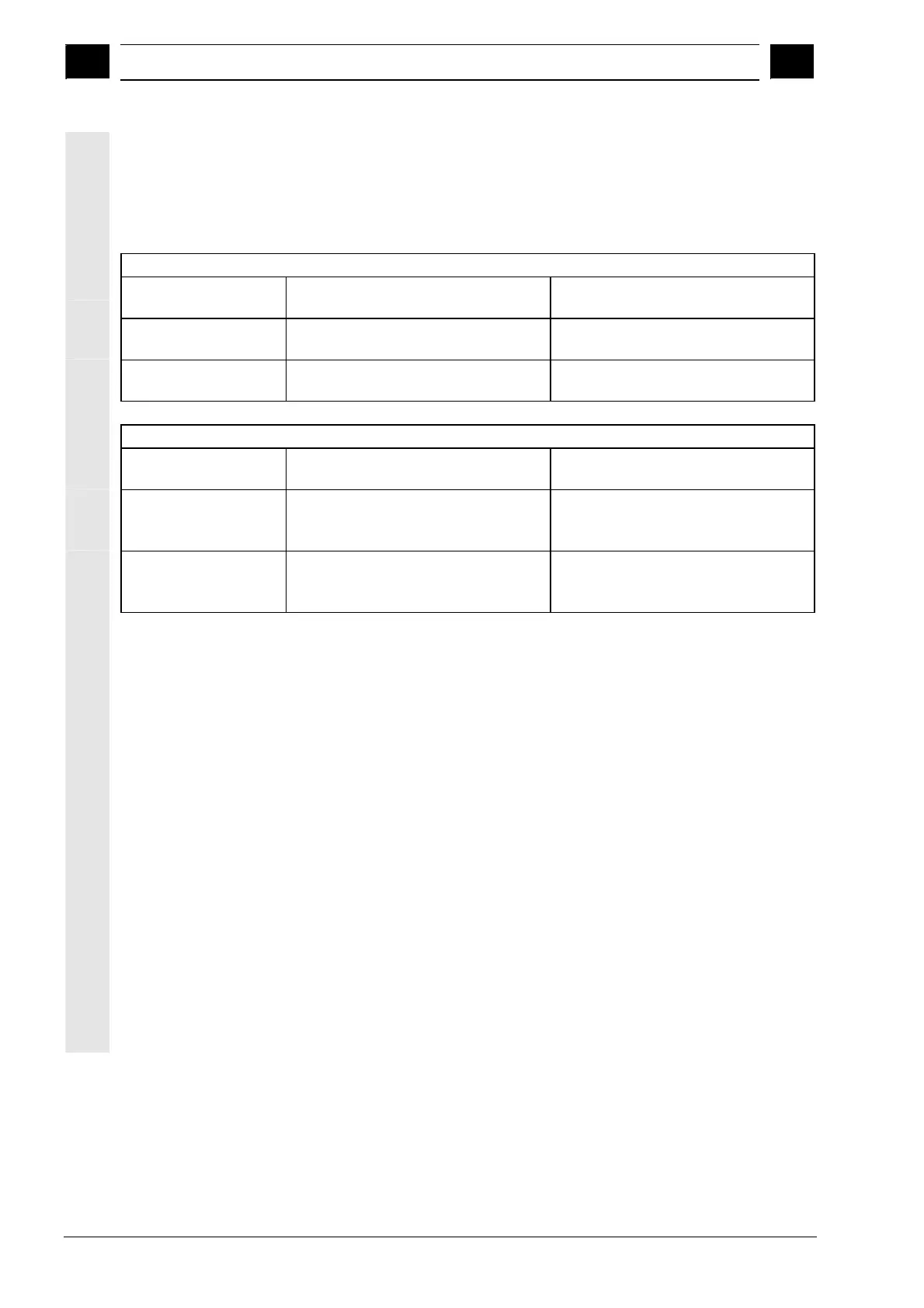
Machining direction
In the case of path milling, the contour is always machined in the
programmed direction. By programming the contour in the clockwise
direction or counterclockwise direction, you can determine whether
the contour is machined with down-cut milling or up-cut milling (see
the following table).
Outside contour
Required direction of
rotation for machining
CW spindle rotation CCW spindle rotation
Down-cut Programming in clockwise direction
CCW cutter radius compensation
Programming in counterclockwise
direction, CW cutter radius compensation
Up-cut Programming in counterclockwise
direction, CW cutter radius compensation
Programming in clockwise direction
CCW cutter radius compensation
Inside contour
Required direction of
rotation for machining
CW spindle rotation CCW spindle rotation
Down-cut Programming in counterclockwise
direction, CCW cutter radius
compensation
Programming in clockwise direction
CW cutter radius compensation
Up-cut Programming in clockwise direction
CW cutter radius compensation
Programming in counterclockwise
direction, CCW cutter radius
compensation
Contour transition
elements
As a transition between two contour elements, you can choose a
radius or a chamfer. The transition is always appended to the end of a
contour element. The contour transition is selected in the
parameterization screen form of the contour element.
You can use a contour transition element whenever there is an
intersection between two successive elements which can be
calculated from input values. Otherwise you must use the
"Straight/Circle" contour elements.
That means that for a closed counter, you can also program a
transition element from the last to the first element of the contour. The
contour starting point is outside the contour after you have
programmed the transition.
Additional commands
For each contour element, you can enter any additional commands in
G code format. For example, you can program "G9" deceleration,
exact stop for the circle contour element.
You can enter the additional commands (max. 40 characters) in the
extended parameterization screen form ("All parameters" softkey).

 Loading...
Loading...



















