3
10.04 Programming with ShopMill
3.5 Contour millin
3
Siemens AG, 2004. All rights reserved
SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition 3-207
If you are doing all the machining for the pocket at once, i.e.
centering, rough-drilling and removing stock directly in sequence, and
do not set the additional parameters for centering/rough-drilling,
ShopMill will take these parameter values from the stock removal
(roughing) machining step.
Centering
Predrilling
>
Centering
Press the "Cont. Mill.", "Predrilling", and "Centering" softkeys.
Call the help display with the
key
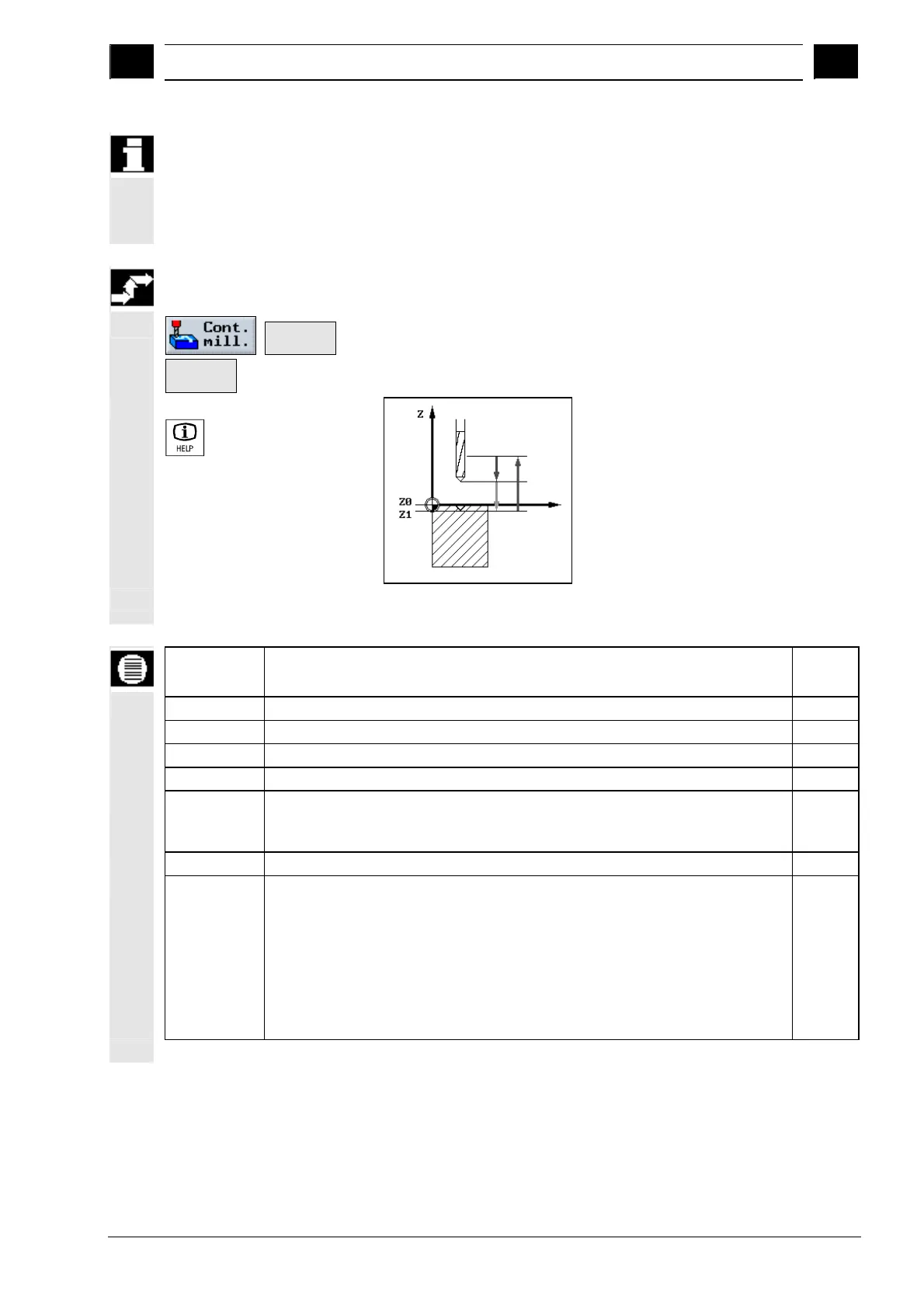
Centering for a contour pocket
Parameters Description Unit
T, F, S See Sec. "Programming the tool, offset value and spindle speed".
TR Reference tool for centering
Z0 Workpiece height (abs.) mm
Z1 Depth with reference to Z0 (inc.) mm
DXY Max. infeed plane
lternatively, you can specify the plane infeed as a %, as the ratio --> plane infeed
(mm) to milling cutter diameter (mm).
mm
%
UXY Finishing allowance, plane mm
Retraction
mode
Retraction mode before new infeed
If a machining operation requires several insertion points, you can program the
retraction height:
• To retraction plane
• Z0 + safety clearance
On making the transition to the next insertion point, the tool returns to this height. If
there are no elements larger than Z0 in the pocket area, "Z0 + safety clearance" can
be selected as the retraction mode.
mm
mm