3
10.04 Programming with ShopMill
3.7 Drillin
3
Siemens AG, 2004. All rights reserved
SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition 3-243
Call help display with
the
key
Displays for drill and thread milling cutter
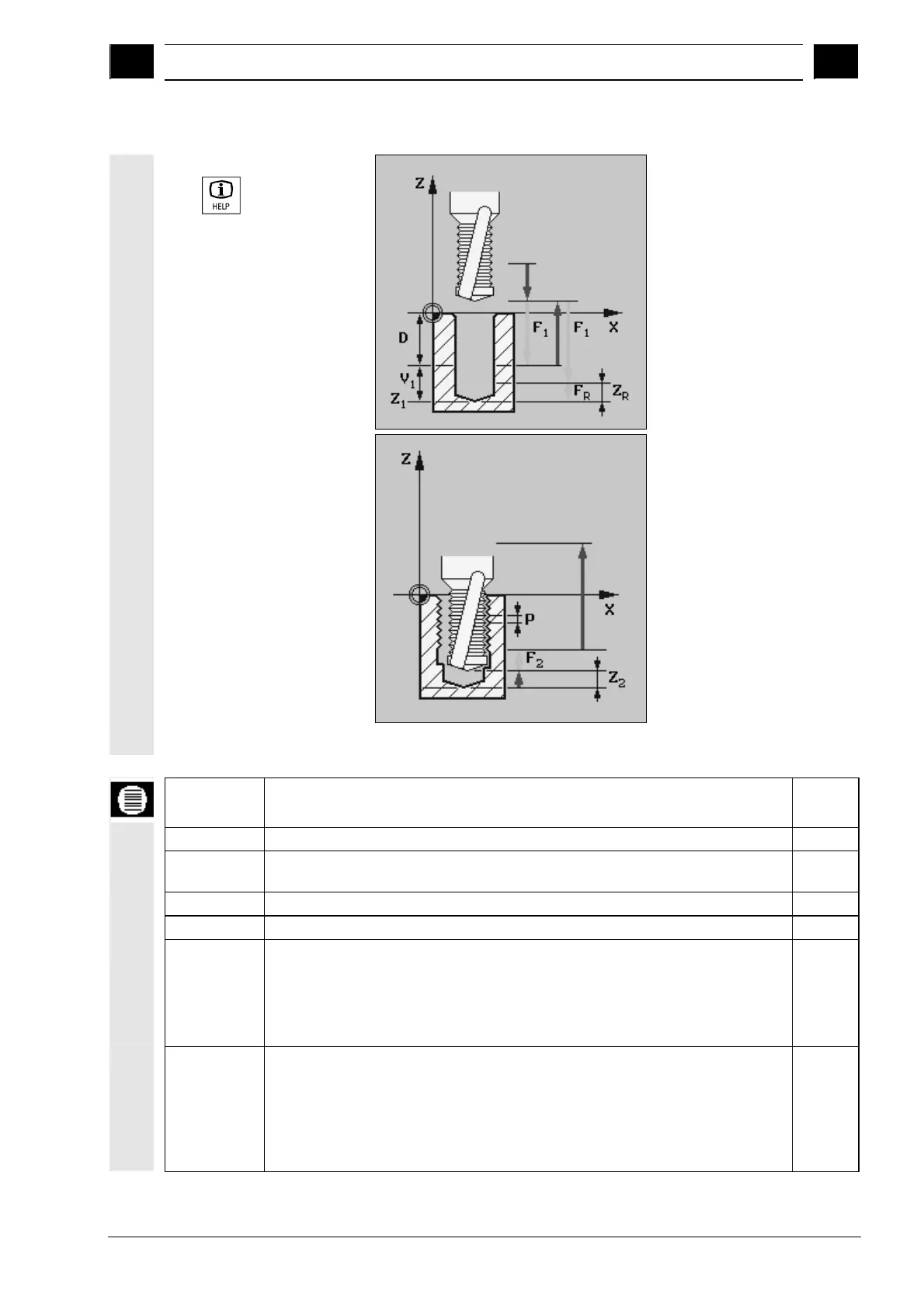
Parameters Description Unit
T, D, S, V See Sec. "Programming the tool, offset value and spindle speed".
F1 Drilling feed mm/min
mm/rev
Z1 Drilling depth mm
D Maximum infeed mm
DF Percentage for each additional infeed
DF=100: Amount of infeed remains constant
DF<100: Amount of infeed is reduced in direction of final drilling depth Z1.
Example: Last infeed 4 mm; DF 80%
next infeed = 4 x 80% = 3.2 mm
infeed after next = 3.2 x 80% = 2.56 mm etc.
%
V1 Minimum infeed
Parameter V1 is provided only if DF<100 has been programmed.
If the infeed increment becomes minimal, a minimum infeed can be programmed in
parameter "V1".
V1 < Amount of infeed: The tool is inserted by the infeed increment.
V1 < Amount of infeed: The tool is inserted by the infeed value programmed under
V1.
mm

 Loading...
Loading...



















